Explore our industrial grade PTA machines, custom cladding torches, and automatic wear-resistant overlay solutions built for high-demand production lines.








In the arena of heavy-duty surface engineering, Wolfram Plasmaschweißen (commonly referred to as Plasma Transferred Arc - PTA - welding/cladding) stands as a foundational pillar. Utilizing a high-energy, constricted plasma arc generated via a tungsten (Wolfram) electrode, this metallurgical process deposits wear-resistant and anti-corrosive alloys onto substrate materials. Unlike traditional arc welding, the concentrated energy profile of PTA ensures a superior metallurgical bond with significantly reduced dilution, preventing the base metal from contaminating the premium cladding alloy overlay.
Today, the global demand for surface treatment technologies is experiencing an unprecedented surge. Heavy industries such as mining, petrochemical refining, oil and gas, and aerospace are seeking ways to extend component life and optimize manufacturing footprints. China’s Wolfram Plasmaschweißen supply chain has transitioned from basic component manufacturing to providing fully integrated, automated robotic cells. This evolution is driven by continuous R&D in power electronics, precise powder feeder mechanisms, and closed-loop temperature control sensors.
As a leading exporter in the sector, we have identified several major macro-trends shaping the PTA cladding and hardfacing landscape:
At present, Shanghai Duomu's products have penetrated into crucial fields requiring heavy-duty wear protection and thermal resistance.





Shanghai Duomu has been a pioneering force and an established manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years. With a strong, multidisciplinary technical background in electrical engineering, metallurgy, and software automation, we provide full-scope technological platforms capable of executing high-reliability surface modification jobs.
Our manufacturing site operates under strict quality guidelines to guarantee that every system—from localized manual cladding torches to giant gantry-type robotic setups—runs seamlessly. By owning the full process cycle from blueprint design, structural assembly, power supply calibration to onsite installation, we ensure our clients experience maximum uptime, minimum wear-part failure, and a substantial return on investment.

An independent research and development team forms the core of our enterprise, driving the innovation loop of our plasma cladding machine solutions. Our system design maintains consistent arc stability and excellent thermal output even during extended continuous duty cycles.
Furthermore, the advanced laser cladding solutions designed by the company support large-scale remanufacturing projects, helping heavy industrial clients reclaim damaged parts instead of purchasing expensive new replacements. From CNC path-planning to custom powder feed nozzles, our team is equipped with the tools, testing bays, and metallurgical labs required to address demanding custom specifications.
Custom-built solutions targeting high-wear components like hydraulic rods, extrusion screws, and heavy industrial valves.

Specially configured for continuous wear-resistant overlay tasks with optimized powder feed control.

Multi-functional workstation handling both PTA hardfacing and detail repair configurations.

Engineered for adaptability across distinct welding materials, offering wide current range outputs.

Provides ultra-high precision overlays for turbine blades and complex impellers with low thermal stress.

Automatic system developed specifically for the spherical geometries of heavy industrial ball valves.

Optimized for long, cylindrical objects, ensuring uniform thickness and micro-structural alignment.
In-depth B2B resource articles addressing critical challenges in metallurgy, wear protection, and tool life extension.
Applying PTA hardfacing to sealing faces of gate, globe, and ball valves is critical for systems facing extreme heat, corrosive media, and abrasive wear. By cladding cobalt-based or nickel-based superalloys, valve service life is extended up to 5x.

In cement and mining, screw conveyors are the primary failure point behind unplanned production shutdowns. Applying a dense layer of tungsten carbide matrix via our PTA process protects flights against continuous abrasive sliding.

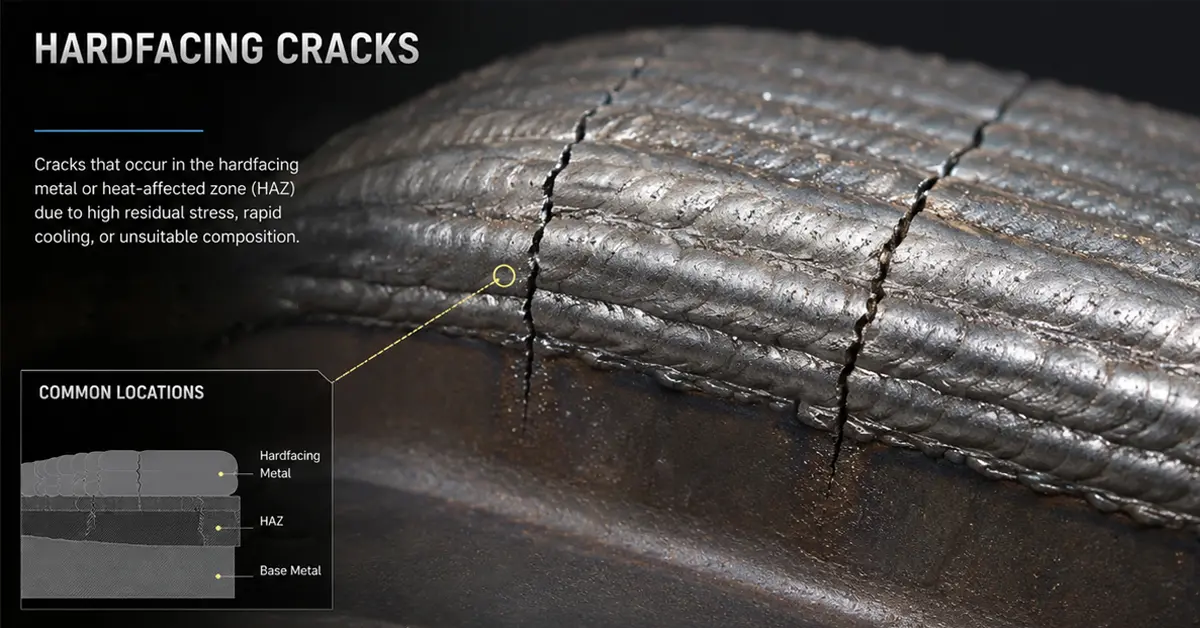
Dilution rate determines overlay performance. Lower dilution means the cladding layer retains its chemical design. Our proprietary arc constriction technology allows operators to keep dilution below 5% in single-pass runs.

For operations across Oil & Gas, Heavy Construction, and Metallurgy, hardfacing is no longer a localized repair method but a vital design tool. Choosing automated PTA systems dramatically cuts wear failure rates and boosts operating revenue.
High pressures, corrosive media, and sand slurry erosion combine to degrade metals rapidly. We evaluate the mechanical stresses of key system valves to configure target alloy powders, maximizing performance under pressure.
Selecting the ideal cladding method requires balancing dilution rates, deposition capacity, and capital requirements. Below, our technical division outlines the comparative performance parameters across primary hardfacing modalities.
| Hardfacing Process | Typical Dilution Rate | Deposition Rate (kg/hr) | Heat Input & HAZ | Best Suited Applications |
|---|---|---|---|---|
| PTA (Transferred Arc) | 3% - 8% | 2.0 - 10.0 | Medium (Controlled) | Screws, Valve Seats, Heavy Hydraulic Rods, Agricultural Tools |
| Laser Cladding | 1% - 3% | 0.5 - 3.0 | Very Low | Thin Blades, Precision Shafts, Components sensitive to distortion |
| TIG / Gas Tungsten Arc (GTAW) | 15% - 25% | 1.0 - 2.0 | High | Manual repair of small tool edges, simple hardfacing repairs |
We are continuously refining our technology roadmap to integrate advanced software with robust hardware components.
Implementation of spectral weld pool monitoring, automatically adjusting plasma arc current and gas feed rates to match instantaneous heat changes.
Simultaneous feed of two distinct alloy streams, enabling gradient coatings (e.g., tough nickel interface transitions to hard tungsten carbide surfaces).
A complete programming suite that imports 3D CAD files of worn parts, evaluates wear patterns, and generates optimized toolpaths without physical trial runs.
Expert answers addressing technical questions regarding PTA, laser cladding systems, and surface modification.
PTA utilizes a constricted, high-density transferred arc that delivers exceptional energy density. This allows for rapid melting of the alloy powder with minimum thermal impact on the base metal. Dilution rates are kept between 3% and 8%, compared to the 15% to 30% seen in MIG/TIG welding. This preserves the hardness and corrosion properties of the alloy cladding, even in thin, single-pass applications.
Yes. Our PTA systems, including the DML-V03CD, are built to process wear-resistant alloy powders, including nickel-based matrices filled with fused tungsten carbide. Our powder feeders ensure even flow without segregating heavy WC grains, achieving a uniform wear layer.
We offer complete customization. Depending on your workpiece parameters, we can design specialized CNC tables, robotic arms, custom internal-diameter torch configurations (like the DNPT16018-HQ), and multi-hopper powder feeders to fit your production goals.
High dilution mixes the base iron with the cladding alloy, lowering the hardness and corrosion resistance of the overlay. Keeping dilution low preserves the alloy's structural integrity, protecting components like gate and ball valves against premature wear and corrosion.
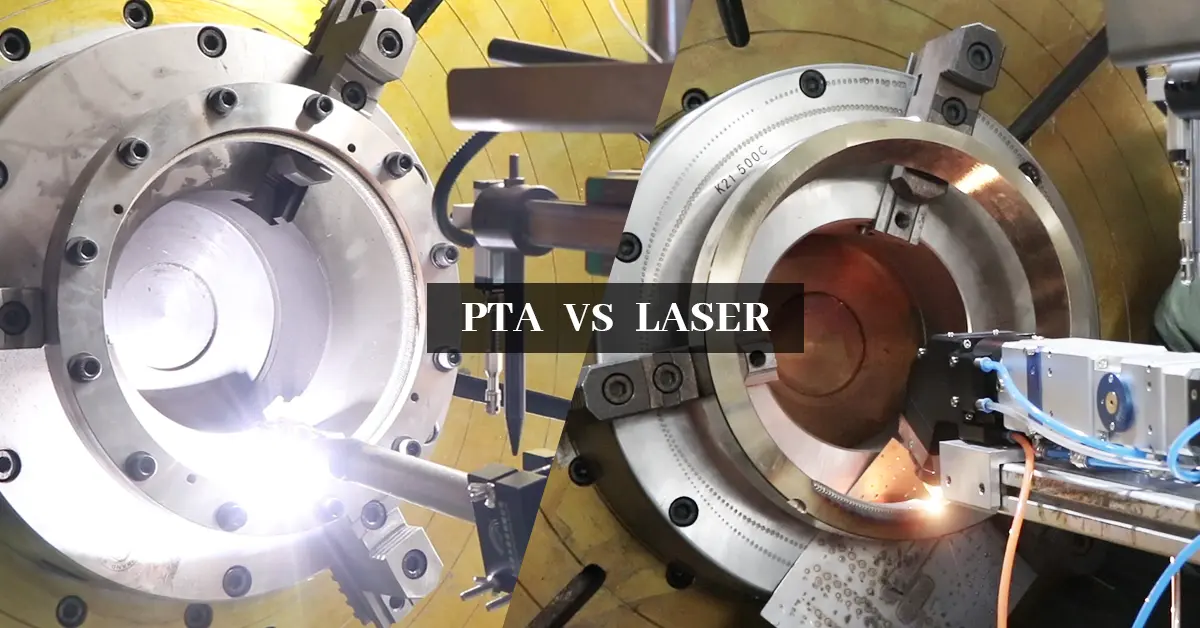
PTA welding uses a plasma arc gas mixture to melt the material and is cost-effective for thick, high-deposition overlays (2-8 mm). Laser cladding utilizes a focused laser beam, offering low heat input and minimal dilution. It is ideal for thin, high-precision overlays (0.5-2 mm) on sensitive parts.
Explore the remainder of our B2B catalog, including advanced torches, EDM repair systems, and cantilever positioning setups.







Consult with our engineering department to configure your PTA system, cladding torch parameters, or robotic cell. Receive a comprehensive quote and processing review within 24 hours.









