


1 / 4
| Mode | DJPT30018-HQ |
| Main Arc | Water-electricity integration |
| Tungsten electrode-Workpiece | Negative-Positive |
| Mode of Tungsten | 4.8 |
| Arc Voltage | 90V |
| Welding Current | 30-300A (80% temporary load rate) |
| Pilot Arc | Water-electricity integration |
| Tungsten-Nozzle | Negative-Positive |
| Pilot Arc Current | 3-20A (100% temporary load rate) |
| Mode Powder feeding | Aggregate |
| Volume Powder feeding | Max. 150g/Min |
| Gas Powder feeding | 1.0-3.0L/min |
| Type Powder | Alloy Powder |
| Size Powder | 70-200um |
| Passage Powder feeding | Double gas passage |
| Cooling | Circular cooling |
| Ion gas | 0.5-6L/min |
| Shield gas | 5-25L/min |
| Nozzle Cooling | Water cooling directly |
| Diameter Nozzle | 3.0-5.0 mm |
| Length Cable | 5 m (customized available) |
The powder feeding hole is interspersed inside the nozzle, allowing the powder to feed into the plasma arc without interference, completing the powder cladding. The channel of circulating cooling water is opened on the nozzle, providing effective cooling and reducing the temperature of the nozzle hole wall.
As gas enters the spray gun air chamber under pressure, it moves closer to the cooler hole wall where its ionization degree drops. This close, cold gas layer remains basically non-ionized neutral gas, forming an insulating and heat-insulating neutral gas flow layer between the arc and the hole wall. Consequently, the arc current is forced to concentrate at the center of the gas ionization zone, achieving optimal shrinkage of the arc.
Keeps the center hole of the copper nozzle concentric with the tungsten electrode to ensure stable arc pathing and consistency during operation.
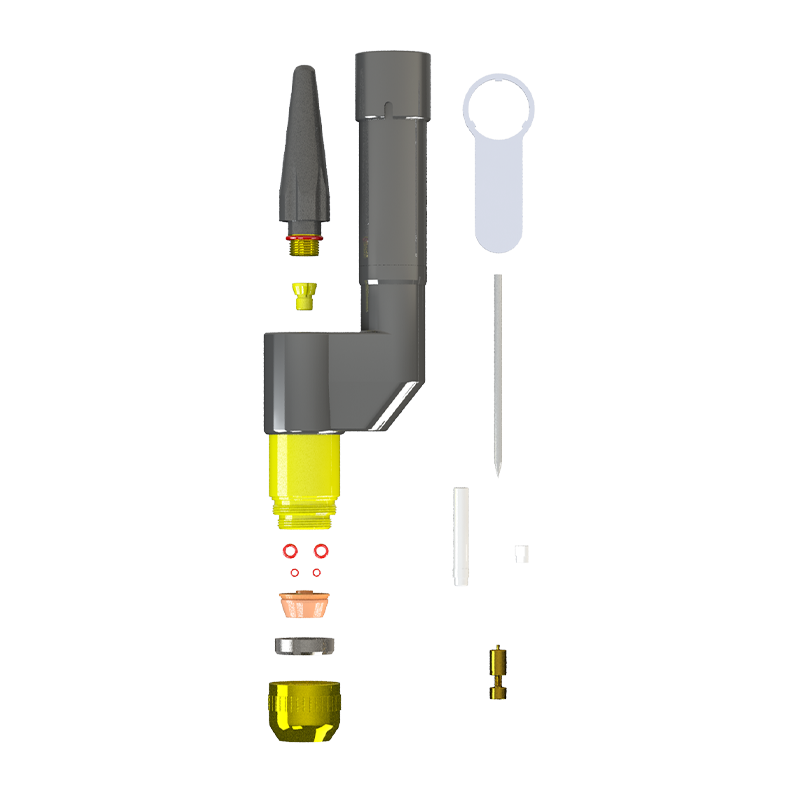
The torch is decomposed into the back cap, tungsten electrode clip, tungsten electrode, torch body, shield gas ring, powder hole ring, water hole ring, central ring, nozzle, locking ring, and shielding cover.
The nozzle acts as the core of the PTA welding torch. It contains internal powder feeding holes that allow powder to be fed into the plasma arc without interference, facilitating smooth cladding.
The nozzle is cooled directly via a circulating cooling water channel. This reduces the temperature of the nozzle hole wall and helps form an insulating layer of neutral gas between the arc and the wall, preventing thermal damage.
The central ring ensures that the center hole of the copper nozzle remains perfectly concentric with the tungsten electrode, maintaining precise alignment.
It supports aggregate alloy powder feeding with a powder size of 70-200um, a gas powder feeding rate of 1.0-3.0L/min, and a maximum volume of 150g/Min via a double gas passage.
It features a welding current range of 30-300A with an 80% temporary load rate, an arc voltage of 90V, and a pilot arc current of 3-20A with a 100% temporary load rate.









