Engineered to deliver high precision, minimal thermal deformation, and superior structural integrity.


In modern industrial fabrication, metal bonding processes are governed by strict metallurgical guidelines. The distinction between MAG (Metal Active Gas) welding and TIG (Tungsten Inert Gas) welding is one of the most critical determinations a production engineer must make. While both are gas-shielded arc welding processes, their electro-mechanical execution, gas dynamics, and metallurgical outcomes vary significantly.
The primary mechanical difference lies in the electrode type. MAG welding relies on a continuous, machine-fed consumable wire that acts simultaneously as the electrode and the filler metal. TIG welding utilizes a non-consumable tungsten electrode (such as thoriated, lanthanated, or ceriated tungsten) to strike the arc, while the filler metal is manually or mechanically introduced into the weld pool independently. This separation of heat generation and material deposition in TIG allows for unprecedented thermal control but limits overall deposition rates.
The "Active" in MAG (Metal Active Gas) refers to the shielding gas mixture—typically Argon blended with active gases such as Carbon Dioxide (CO2) or Oxygen (O2) (typically 5% to 25% CO2). These active gases react with the weld pool, altering surface tension and penetration depth, allowing for stable spray transfer mode on carbon steels. Conversely, TIG (Tungsten Inert Gas) requires purely inert gases—typically 99.99% pure Argon or Helium-Argon mixtures—to prevent any chemical reaction with the non-consumable tungsten electrode and the reactive weld pool.
| Parameter | MAG (Metal Active Gas) Welding | TIG (Tungsten Inert Gas) Welding |
|---|---|---|
| Electrode Type | Consumable wire fed automatically | Non-consumable Tungsten electrode |
| Shielding Gas | Active mixtures (e.g., Ar + CO2 / O2) | Inert gas (Pure Argon or Helium) |
| Welding Speed | High (Continuous wire feed, automated easily) | Slow (Requires precise hand-to-eye coordination) |
| Aesthetic Quality | Moderate (Prone to occasional spatter) | Excellent (Clean, bead-on-plate ripple pattern) |
| Typical Application | Thick structural steel, high-output production | Aerospace alloys, stainless steel piping, thin sheets |
| Automation Suitability | Highly compatible with CNC & Robotic arms | Complex automation, requiring AVC and wire feeders |
Across global manufacturing hubs—from heavy industries in Western Europe to precision electronics components in Asia—the choice between TIG and MAG dictates factory floor footprints and equipment investment strategies.
MAG welding holds the largest market share in structural steel fabrication, automotive assembly, and heavy construction equipment manufacturing. The high wire deposition speed combined with advanced waveform-controlled power sources (such as pulsed-MAG) minimizes pass requirements on structural joints, drastically cutting labor hours.
In contrast, TIG welding is the standard for high-purity sectors including the nuclear sector, chemical processing, pharmaceutical lines, and aerospace components. In these fields, joint failure is not an option; the presence of porosity, inclusions, or excess penetration could lead to catastrophic structural failure under extreme pressure or cryogenic temperatures.
“For high-volume structural operations, MAG delivers the required speed and penetration; for critical components where metallurgical purity is paramount, TIG remains the unmatched technical standard.”
Chinese OEM manufacturers have transitioned from manual fabrication facilities into fully integrated automated engineering houses. Leveraging smart robotic platforms, Chinese factories combine the speed of MAG with the precision of TIG, often developing hybrid welding heads and multi-process platforms.
Key technological advances integrated by Chinese suppliers include:
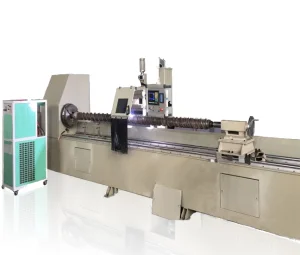
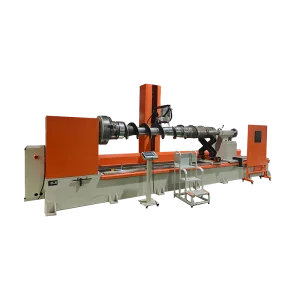
Deploying specialized cladding and precision welding solutions across global primary sectors.





Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our dedication to research and development has established us as a key supplier for high-end surface engineering and overlay welding systems internationally.
We pride ourselves on providing bespoke systems that match our global partners' exact operational requirements, ensuring robust performance and minimized downtime in severe service applications.
Read More About Us
We have an independent R&D team, which develops, produces and sells plasma cladding machine equipment. The welding machine has stable performance and can maintain efficient long-term operation. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
Our solutions target surface modification and repair, enabling critical elements in oil drilling, aerospace, and energy production to resist abrasive wear and chemical corrosion.
Get in Touch with EngineersGlobal procurement teams must balance initial capital expenditure (CAPEX) with long-term operational expenditure (OPEX). Selecting between a custom MAG/TIG station, a PTA system, or a high-precision laser cladding system depends on several factors:
The main difference is the electrode: MAG uses a continuously fed consumable wire that melts into the joint as filler metal under an active shielding gas. TIG uses a non-consumable tungsten electrode to strike the arc, and the filler material is added manually or via a separate cold-wire feeder under inert gas protection.
TIG should be chosen when quality and precision are more important than speed. It is ideal for thin-gauge metals, root passes on pressure piping, aerospace alloys, and components requiring neat, spatter-free finishes.
MAG features a continuous spool feed, eliminating the need to stop and replace electrodes as in TIG. It supports high deposition rates and is easily integrated into automated robotic welding systems for mass production.
Yes, both MAG and TIG can be automated. While MAG is simpler to automate due to its wire feed design, TIG automation requires advanced voltage controls (AVC) and precision feeders, fields in which Shanghai Duomu specializes.
For inquiries about our products or pricelist, please leave your contact info with us and we will be in touch within 24 hours.
Get a Custom Quote NowRead about our specialized surface modifications and hardfacing applications across industries.



Bespoke industrial systems designed for heavy wear and precision cladding operations.
Premium components, calibrators, and automatic systems for manufacturing plants.