Laser cladding technology is the use of high-energy laser beam (104-106w/cm2) irradiation of the metal surface, simultaneous melting, expansion and solidification, the substrate surface plated with a layer of materials with special physical, chemical or mechanical properties, so as to form a new layer of alloy with a very low dilution rate, to compensate for the performance of the original substrate material, according to the requirements of the performance of the product, to obtain the heat-resistant, abrasion-resistant, resistance to electricity, corrosion, fatigue or optical, electrical and magnetic properties of the surface layer. According to the performance requirements of the products, the surface layer of heat-resistant, wear-resistant, resistance to resistance, corrosion-resistant, fatigue-resistant, or optical, electrical, magnetic and other properties. Laser cladding technology is a new technology with high efficiency and benefit, which can prepare high-performance alloy surfaces on cheap metal substrates without affecting the nature of the substrate, reducing costs and saving precious and rare metal materials.
| Item |
Mode |
Qty |
Brand |
Mark |
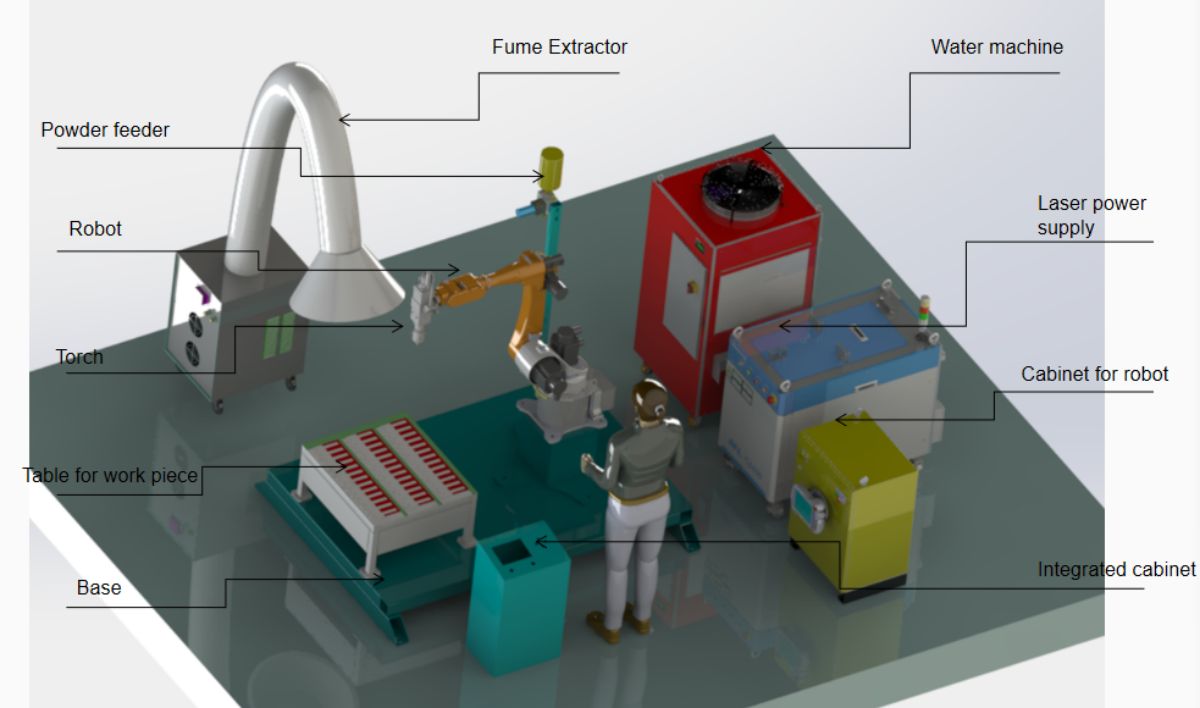
| Laser power supply |
RFL-C6000 |
1 |
Raycus |
Power: 6KW |
| laser torch |
LC300 |
1 |
Duomu |
Spot: 2x14mm |
| Powder feeder |
DM-S03 |
1 |
Duomu |
|
| Water machine |
TFLW-6000WDR |
1 |
TFZL |
|
| Robot |
GP25 |
1 |
Yaskawa |
Load: 25KG |
| Cabinet for robot |
C4 |
1 |
KUKA |
|
| Pendant |
|
1 |
KUKA |
|
| Laser control system |
Customized |
1 |
Duomu |
Screen (Weinview) |
| Table for workpiece |
Customized |
1 |
Duomu |
|
| Fume Extractor |
Standard |
1 |
DBYT |
Power: 3KW |
| Others |
Customized |
Some |
Duomu |
|
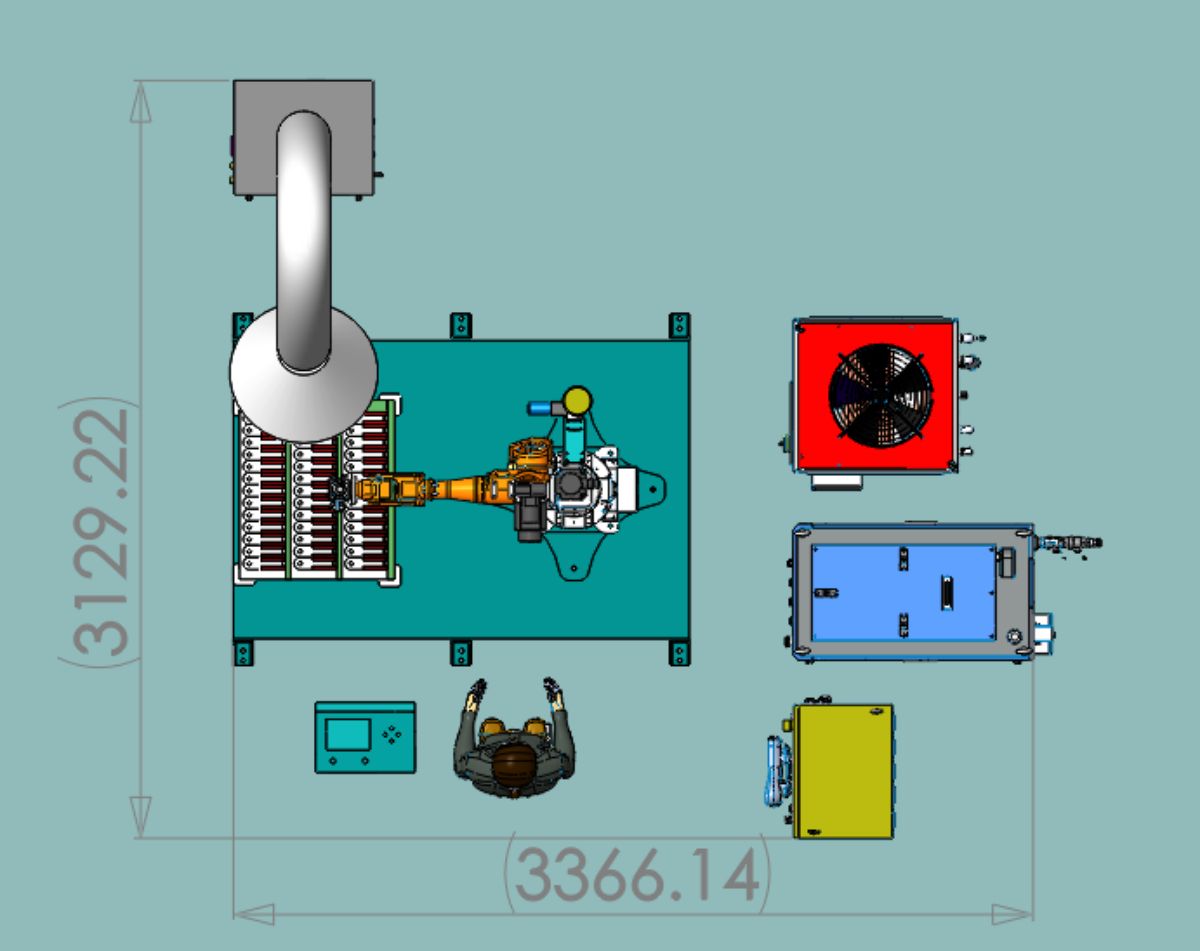
| Occupied space |
L:3.5m W:2.3m H:1.8m |
Hardfacing Effect ↓
- The surface of the item without oil, rust or chrome coating need to be polished or sandblasted.
- The item position, identify the solder spot, input welding parameters, simulate walking path, realize automatic surfacing.
- Selection of powder: according to the powder properties (wear resistance, corrosion resistance, high temperature resistance, etc.). The available powder: stainless steel, nickel base alloy, iron base alloy, cobalt base alloy, nickel base tungsten carbide, etc.
- Surfacing process: Preheating----Clamping----Positioning----Parameters adjustment----Execution----Finish----Dismantle----Heat preservation----Post processing.
- Ambient temperature: generally 15-25 degrees is proper, the room is with air conditioning. It must replaced with antifreeze when the temperature is below zero in case the water tank doesn’t work.
- 2mm machining allowance shall be left as surfacing.
Laser metal deposition for blades in workshop →
Laser metal deposition performance for blades →
Laser cladding performance for blades →
Frequently Asked Questions
What is laser cladding technology?
Laser cladding is a process that utilizes a high-energy laser beam to melt, expand, and solidify metal surfaces. This deposits a layer of material with specific physical, chemical, or mechanical properties onto the substrate, creating a new, highly durable alloy layer with a low dilution rate.
What are the primary benefits of using laser cladding?
It allows for the preparation of high-performance alloy surfaces on economical base metals without changing the substrate's structural integrity. This reduces material costs, saves rare metals, and enhances properties like heat, wear, corrosion, and fatigue resistance.
What preparation is required before starting the hardfacing process?
The workpiece surface must be completely clean and free of oil, rust, or chrome coating. Polishing or sandblasting is necessary to properly prepare the surface for cladding.
What types of alloy powders can be used for laser cladding?
A variety of powders can be selected based on required properties (such as wear or corrosion resistance), including stainless steel, nickel-base alloys, iron-base alloys, cobalt-base alloys, and nickel-base tungsten carbide.
What are the working steps and environmental requirements for the process?
The process flows from Preheating, Clamping, Positioning, adjustment of parameters, and Execution, to Dismantling, Heat preservation, and Post processing. The ideal ambient temperature is 15-25°C in an air-conditioned room. If temperature drops below freezing, antifreeze must be added to prevent water tank failure.
How much machining allowance should be left for surfacing?
A machining allowance of 2mm should be left on the workpiece surface during the cladding/surfacing process for subsequent finishing.