Explore our leading-edge welding and surfacing systems engineered for wear resistance, metallurgical precision, and automated efficiency.








Understanding the fundamental engineering differences between MIG and TIG methodologies and their automation equivalents.
MIG welding (Gas Metal Arc Welding) uses a continuously fed consumable solid wire electrode. The power supply provides an electric arc to melt the wire and join it to the base metal, while a shielding gas (typically Argon-CO2 blends) protects the weld pool from contamination.
TIG welding (Gas Tungsten Arc Welding) employs a non-consumable tungsten electrode to generate the arc. The filler metal is added manually or via mechanical wire feeders. Pure Argon or Helium gas provides a stable, contamination-free protective environment.
| Feature Parameter | MIG Welding (GMAW) | TIG Welding (GTAW) | Advanced Plasma Cladding (PTA) |
|---|---|---|---|
| Electrode Type | Consumable wire spool | Non-consumable Tungsten | Non-consumable Tungsten (Constrained Arc) |
| Deposition Medium | Solid/Flux-core wire | Rod or wire spool | Alloy powder (Stellite, Colmonoy, etc.) |
| Shielding Gas Flow | Ar/CO2 mixtures (15-25 L/min) | Pure Argon (10-15 L/min) | Argon (Carrier, Shielding, and Plasma gas) |
| Thermal Concentration | Dispersed heat input | Highly focused heat input | Extremely high energy density arc |
| Base Metal Dilution | 15% to 30% | 10% to 20% | 3% to 10% (Exceptional metallurgical bond) |
| Automation Level | High (Standard Robotic Welding) | Moderate (Complex parameter tracking) | Very High (CNC/Robotic Surfacing Systems) |

The global welding equipment market is shifting from manual arc processes towards automated, high-precision deposition platforms. While MIG and TIG remain the backbones of standard structural fabrication workshops, high-value manufacturing segments—such as aerospace, oil & gas, and mining—increasingly demand automated processes that offer superior thermal management and reduced post-weld machining.
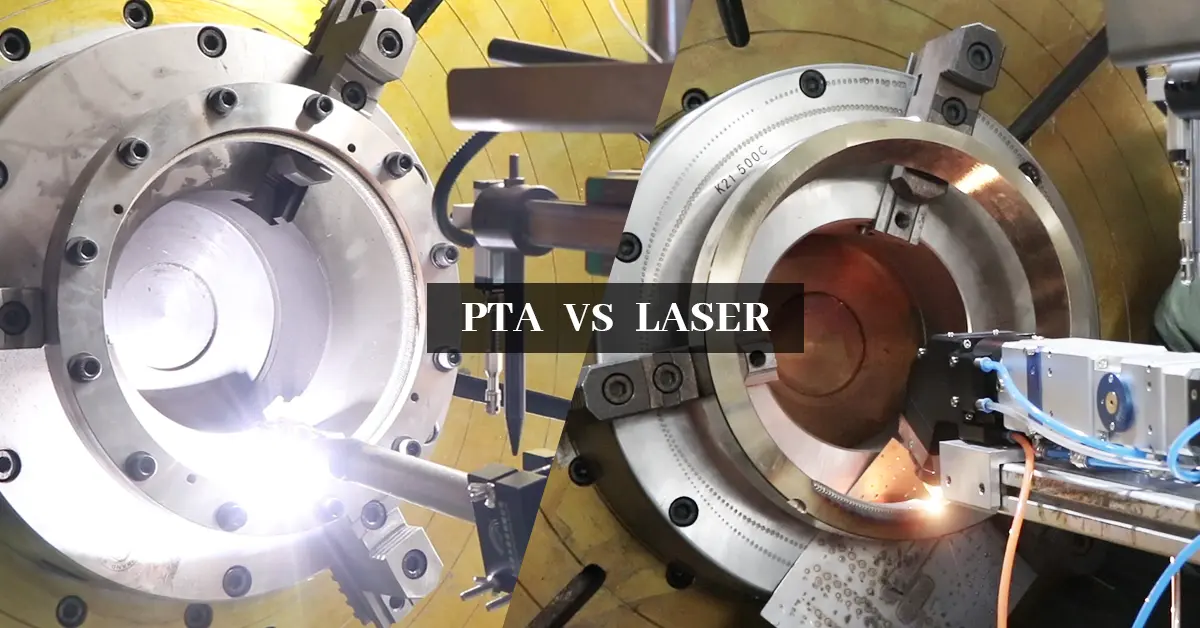
By studying soldadora MIG y TIG diferencias, manufacturing facilities learn to balance operational cost against joint properties. However, for wear prevention and components restoration, standard manual welding falls short. High-tech manufacturing centers now transition to Plasma Transferred Arc (PTA) and Laser Cladding systems, combining the speed of MIG deposition with the metallurgical precision and low-dilution properties of TIG.
At Shanghai Duomu, we support global heavy industries by engineering machines that bridge this gap. Our systems integrate independent R&D teams and robust technical platforms, assuring long-term efficiency for heavy manufacturing centers worldwide.
From aerospace precision to agricultural ruggedness, we deliver custom cladding and welding solutions for critical fields.




Whether dealing with agricultural components exposed to heavy abrasion or high-pressure valves in the oil and gas sector, selecting the optimal process dictates the ultimate working life of the part.
Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years with a strong technical background. Our dedicated R&D division focuses on solving the challenges associated with manual TIG/MIG limitations—principally high heat inputs, geometric inconsistencies, and sub-optimal dilution control.
Our independent R&D team designs, produces, and distributes plasma cladding machine equipment designed for sustained, 24/7 industrial service. Additionally, the laser cladding equipment developed by the company supports large-scale remanufacturing projects. We offer mature metallurgical technologies, providing complete sets of turnkey industrial solutions to customers worldwide.

Valuable research findings, process optimization protocols, and metallurgical considerations.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical and power generation expand, the demands on surface metallurgy grow exponentially."
 Valve Materials Division
Valve Materials Division
"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Laser and plasma hardfacing resolve this critical vulnerability."
 Bulk Handling Systems R&D
Bulk Handling Systems R&D
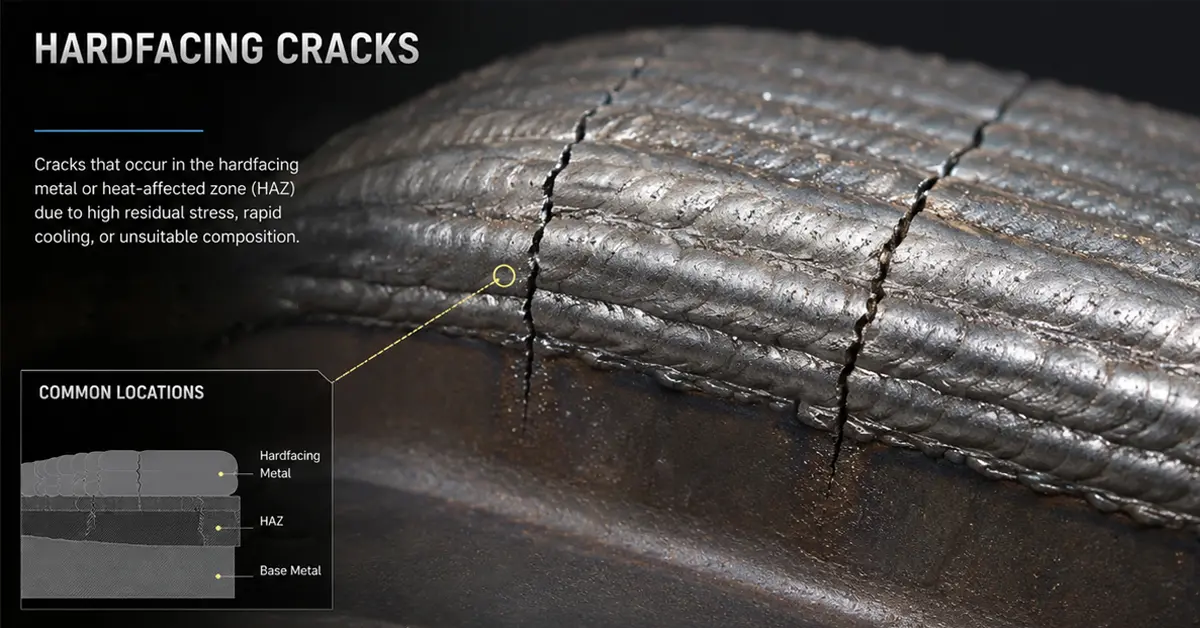
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Keeping dilution below 5% ensures maximum wear resistance is maintained."
 Metallurgical Analysis Lab
Metallurgical Analysis Lab
"In industries such as Oil & Gas, Mining, Power Generation, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and operating efficiency."
 Industrial Equipment Research
Industrial Equipment Research
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, extreme temperatures, corrosive media, and abrasive wear. Surface cladding offers cost-effective protection."
 Surface Engineering Lead
Surface Engineering Lead
Providing specialized machinery tailored for hydraulic rods, valves, screw brick machines, and blade repair.







Find technical answers on MIG, TIG, and automated hardfacing processes.
La diferencia principal radica en el tipo de electrodo y el método de alimentación del material. La soldadora MIG (Metal Inert Gas) utiliza un electrodo de alambre continuo consumible alimentado mecánicamente, ideal para soldaduras rápidas y continuas. Por el contrario, la soldadora TIG (Tungsten Inert Gas) emplea un electrodo de tungsteno no consumible y el operador debe alimentar manualmente la varilla de aporte, ofreciendo mayor precisión y un acabado más limpio.
MIG welding generally relies on active or inert gas mixtures, such as 75% Argon and 25% CO2 (for carbon steel), or pure Argon for aluminum. TIG welding requires pure inert gas—most commonly 100% Argon—to protect the fragile non-consumable tungsten electrode from oxidation and ensure a stable arc.
Dilution occurs when the base metal melts and mixes with the deposited cladding material, reducing the alloy content of the overlay. A lower dilution rate (typically achieved via PTA and laser processes) guarantees that the deposit retains its original, hard-wearing alloy composition (like stellite or tungsten carbide) without being diluted by the mild steel base material.
Automated plasma cladding provides consistent heat input, controlled dilution rates (down to 3-5%), and steady deposition rates. It eliminates the manual inconsistencies of hand welding, reducing material waste, lowering grinding allowances, and preventing structural distortion.










Complete your production line setup with our reliable cladding and laser processing units.