Our premium hardware lineup engineered for ultimate precision, low dilution, and extreme duty cycle reliability across global heavy industry environments.







TIG (Gas Tungsten Arc Welding - GTAW) has long served as the benchmark for premium joint fabrication and surfacing across precision sectors. Historically, factories relying on TIG welding prioritized the unmatched visual and metallurgical cleaniness of the arc. In modern globalized manufacturing, however, the economic constraints of high operator skill costs, lower deposition speeds, and the transition to high-yield automation systems have forced factories to evaluate both the ventajas y desventajas de la soldadura TIG closely.
Today, critical components in aerospace, heavy petrochemical processing, and nuclear systems demand a hybrid approach. While manual TIG remains indispensable for intricate, hard-to-reach locations, factories are integrating automated systems such as Plasma Transferred Arc (PTAW) and multi-axis Robotic Laser Cladding to overcome traditional TIG limitations. Shanghai Duomu has led this industrial shift, offering customizable hybrid technologies that pair high precision with automated throughput.
Built on ISO 9001 certified plant infrastructure, matching EN-ISO cladding criteria and severe environment metallurgical profiles.
Engineered to support 24/7 continuous duty cycles, mitigating the standard downtime penalties of conventional cooling systems.
Optimized for exotic superalloys, Stellite overlays, tungsten carbide mixtures, Nickel-base, and high-conductivity Copper configurations.
To determine if TIG remains the correct operational choice for high-volume factories, let us analyze the specific engineering advantages (ventajas) and process constraints (desventajas) relative to modern automation alternatives.
| Evaluated Criteria | Ventajas de la Soldadura TIG | Desventajas de la Soldadura TIG | PTA / Laser Cladding Superiority |
|---|---|---|---|
| Arc Precision & Aesthetics | Extremely concentrated arc zone; beautiful bead appearance with zero slag or spatter. | Requires steady human interface; slower welding speeds increase thermal deformation risks. | Highly automated CNC/Robotic paths match TIG aesthetics at 4x the speed. |
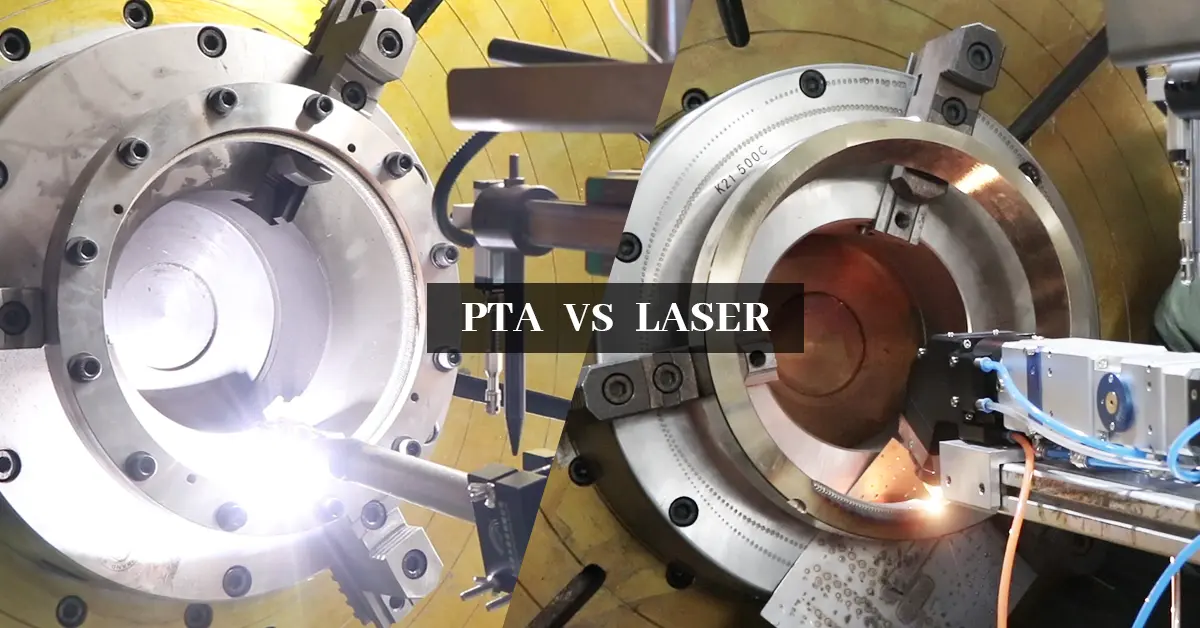
| Metallurgical Bond & Dilution | High purity deposit; minimal contaminant risk when utilizing high-grade argon gas shields. | High base metal dilution rate (often 15% to 30%), requiring thicker overlay passes. | Extremely low dilution (3% to 8% for PTA; <1% for Laser Cladding), saving material. |
| Deposition Rates & Speed | Enables absolute control for single-pass cosmetic welds and root passes in pipework. | Typical manual feed rate is only 0.5 - 1.5 kg/h. Inefficient for large surface cladding. | Automated systems yield up to 6 - 10 kg/h, significantly reducing manufacturing lead times. |
| Operational Costs | Low baseline machine capital investment compared to high-power fiber laser solutions. | High ongoing cost due to certified welder labor scarcity and extensive gas consumption. | Higher upfront capital expenditure, but yields rapid ROI via reduced labor and material costs. |
Traditional TIG remains perfect for joining thin-walled tubes, aluminum components, and specific manual repairs (e.g., using our DFC-WSME550 High-Quality TIG Welder for Aluminium). However, when your factory requirements scale up to anti-wear cladding on screw conveyors, high-temperature valve seals, or large agricultural machinery parts, transition technologies like Plasma Transferred Arc (PTAW) and Laser Cladding eliminate the disadvantages of traditional TIG by decreasing base dilution and automating deposition paths.
At present, the company's products have penetrated into many fields such as aerospace military industry, nuclear power, petrochemical industry, coal mines, metallurgy and forging, agriculture, water conservancy and electric power, etc.




Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our dedication to hardfacing, anti-wear solutions, and state-of-the-art robotic interfaces enables factories globally to upgrade their welding productivity from legacy manual systems to precision CNC operations.
We control the entire manufacturing supply chain—from high-durability plasma torches and powder feeders to double-column gantry cladding systems—ensuring high reliability under thermal stress.


I have an independent R&D team, which develops, produces and sells plasma cladding machine equipment. The welding machine has stable performance and can maintain efficient long-term operation. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
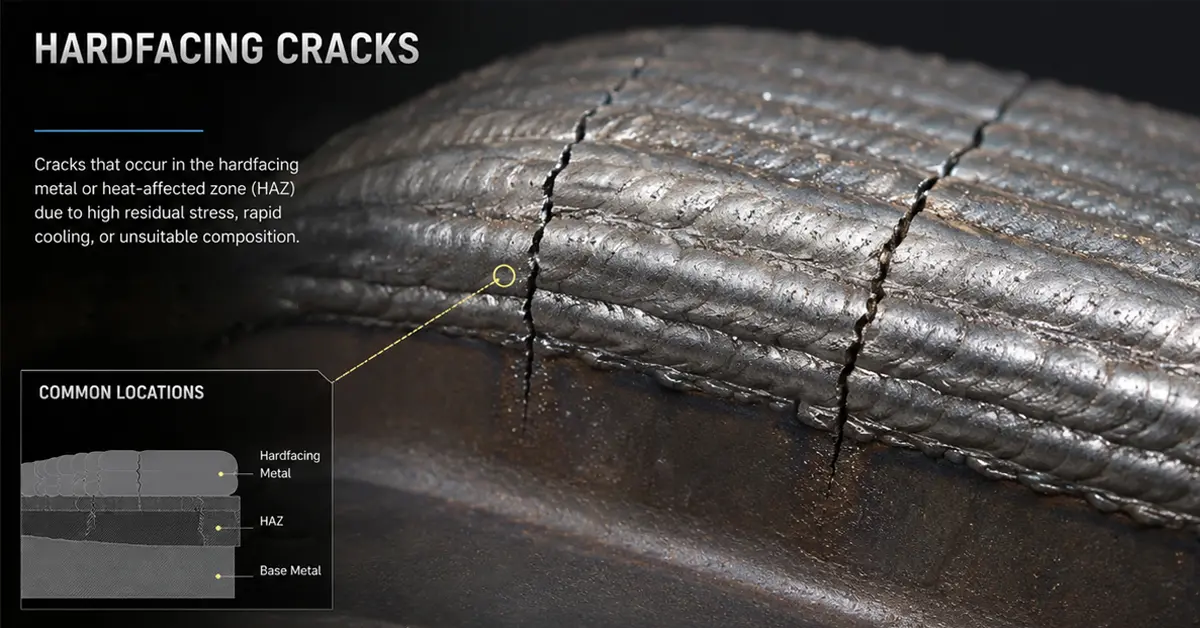
Our engineers continuously innovate to lower the heat-affected zone (HAZ) footprint, allowing clients in heavy chemical, water conservancy, and forging industries to restore worn-out components with near-zero base alloy warping.
Whether it is hardfacing critical oil tool stabilizers, restoring extreme-load screw brick machines, or protecting high-pressure industrial valves, our automated cladding systems utilize controlled gas tungsten arcs and high-intensity plasma transfers to deposit premium wear-resistant materials. The outcome: we extend machinery lifespan by 300% to 500% compared to traditional manual welding repair pathways.
We can provide customized equipment, automatic laser cladding equipment, automatic plasma cladding equipment, intelligent robot cladding equipment, etc. according to customers' requirements, including special equipment in the industry, such as hydraulic rod cladding machine, pick cladding machine, valve cladding machine, etc. Our portfolio addresses every scale of custom surface engineering:







As global energy sectors target carbon-neutral footprint reduction, the remanufacturing of mechanical elements is growing exponentially. Rather than scrapping worn drill string joints, fluid valves, or hydraulic cylinders, modern surface overlay welding restores physical dimensions to original specification limits. Here is how the technical roadmap is developing:
Optimal for low-thickness applications, base root piping passes, and high-frequency alternating current welding for thin aluminum sheets. High accuracy, but limited throughput.
Replacing manual filler wire feeding with powder deposition through a transferred arc torch. High deposition rate, low dilution, and long-term continuous mechanical duty cycle.
Minimal heat input, microscopic Heat Affected Zone, under 1% dilution. Enables metallurgical protection of complex 3D profiles and aerospace turbine blades.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, gas, and water distribution shift towards severe setups, PTA provides the critical durability standard."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Implementing automated hardfacing solved this problem."

"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Controlling dilution rates prevents base degradation."

"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and process throughput."
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, extreme temperatures, corrosive media, abrasive wear, and sand erosion."
Get professional answers to common questions about technical parameters, system selection, and material wear protection.

















