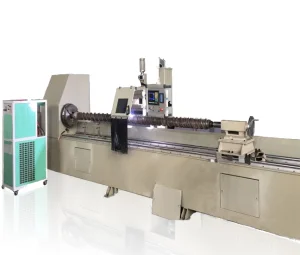
Advanced hardfacing machines designed to comply with NORSOK and DNV certification standards for marine and critical subsea applications.


Norway represents one of the most demanding offshore industrial environments in the world. Operations in the North Sea, Barents Sea, and the Norwegian Sea subject subsea machinery, marine vessels, and drilling systems to extreme mechanical stresses, hydrostatic pressures, and aggressive corrosive chemical environments. The high concentration of chloride ions in sea spray combined with dissolved hydrogen sulfide (H₂S) and carbon dioxide (CO₂) in sour oil reservoirs accelerates structural degradation at unprecedented rates.
Consequently, Norwegian maritime, oil and gas, and heavy infrastructure entities operate under the strict governance of the NORSOK standards (such as NORSOK M-630 and M-650) and DNV regulations. Standard structural steels are incapable of resisting these prolonged corrosive and erosive environments. To prevent catastrophic structural failures, surface modification techniques like Plasma Transferred Arc (PTA) welding and Laser Cladding have transitioned from optional surface treatments to absolute engineering necessities.
Historically reliant on expensive solid-alloy components, Norwegian manufacturers are turning to clad materials. By applying cobalt-based alloys (Stellite), nickel-based superalloys (Inconel 625), and tungsten carbide matrices onto economical structural substrates using PTA systems, factories can reduce costs while achieving wear profiles that exceed solid-alloy performance. This approach ensures components withstand heavy abrasive wear from sands and marine sediments while maintaining robust resistance to galvanic and pitting corrosion.


Globally, the surface engineering industry is experiencing a massive paradigm shift. As environmental mandates drive industries towards circular economy initiatives, the replacement of worn machinery is being replaced by advanced remanufacturing processes. PTA (Plasma Transferred Arc) welding stands at the center of this movement, offering a highly concentrated heat source that delivers thermal energy with high accuracy compared to traditional MIG or SMAW processes.
A key global driver is the dilution rate control. Traditional cladding methods often dilute the overlay alloy with the substrate metal by 15% to 30%, which compromises the functional chemistry of the hardfacing layer. High-quality PTA systems limit this dilution to between 3% and 8% in a single pass, preserving the pure microstructural hardness and corrosion resistance of critical alloys. Furthermore, laser cladding technologies allow this dilution to drop below 3% with a minimized heat-affected zone (HAZ), which makes it suitable for heat-sensitive components.
Manufacturers in Europe, the Americas, and Asia-Pacific are increasingly integrating robotic and automated CNC control systems into their cladding setups. By stabilizing process parameters such as powder feed rate, gas flow velocity, and travel speed, automation ensures uniform layer thickness and a virtually defect-free, poreless cladding microstructure. This global standardization has enabled sectors like mining, steel manufacturing, and chemical processing to achieve predictable life extension cycles for high-value structural assets.
Our PTA and Laser Cladding systems deliver quantifiable enhancements to industrial components deployed in high-wear environments.
How PTA and Laser Cladding technologies are deployed across key Norwegian industrial sectors to combat wear and corrosion.




Subsea Oil & Gas (North Sea Projects): Norwegian offshore subsea Christmas trees, manifolds, and high-pressure valves operate under severe environments. PTA cladding of Inconel 625 onto low-alloy steels (such as AISI 4130) provides the necessary corrosion barrier for gate valves, seating areas, and critical sealing surfaces. This prevents pitting and stress-corrosion cracking caused by sour wells containing dissolved chlorides and sulfur-bearing gases.
Hydropower Generation (Francis & Pelton Turbines): Norway meets over 95% of its domestic electricity needs through hydropower. Silt erosion and cavitation wear on Pelton turbine buckets and Francis runner blades degrade system efficiency. Automated PTA welding with specialized cobalt-based alloys (Stellite 21) or cavitation-resistant austenitic alloys restores eroded blade contours and deposits a protective layer that prolongs maintenance intervals by up to 300%.
Maritime & Shipbuilding (Arctic Operations): Propulsion shafts, rudder stocks, and icebreaker propulsion screws are constantly exposed to severe abrasion and low-temperature corrosion. PTA hardfacing on these components prevents seal damage and localized fatigue, which minimizes drydock downtime. Automated systems ensure consistent, high-precision coating deposition across large, complex geometries.
For more than a decade, Shanghai Duomu has built a reputation as a leading manufacturer and exporter of advanced PTA (Plasma Transferred Arc) cladding machines and laser cladding systems. Backed by a dedicated technical research team, the company delivers surface modification equipment designed to withstand severe industrial operating conditions.
The technical department at Shanghai Duomu features an independent research and development team focused on the integration of plasma and laser cladding technologies. Our welding systems are engineered for stability, allowing for continuous, high-efficiency operation during demanding remanufacturing projects. Additionally, our high-power laser cladding equipment is designed to handle large-scale surface restoration, offering robust and adaptable solutions for heavy industry.
We work closely with industrial clients to supply customized machinery, including automated laser cladding units, robotic plasma cladding lines, and specialized application configurations. From hydraulic rod cladding setups to valve cladding machinery and extruder screw surfacing systems, our solutions are engineered to improve wear performance and extend component lifespans.
Adapting surface engineering systems to meet the demands of tomorrow's industrial automation and material sciences.
Deploying real-time optical tracking and thermal camera systems to dynamically adjust welding current and powder feeding speed. This maintains cladding quality even under variable heat absorption conditions on complex workpieces.
Combining the high deposition rates of PTA welding with the low dilution and precision of laser cladding. This allows for dual-mode surface modifications within a single automated workstation.
Optimizing feeding parameters to support high-entropy alloy powder mixtures. These coatings provide superior thermal stability and corrosion resistance compared to traditional cobalt or nickel bases.
Constructing real-time virtual models of the cladding zone to predict microstructural composition and wear behavior before arc ignition, ensuring reliable component performance.
Explore our range of heavy-duty, robotic, and precision surface modification platforms for marine and offshore engineering.


Comprehensive surface engineering approaches for heavy industries, including metallurgy, offshore mining, and large-scale manufacturing.
In heavy industrial processing, equipment components are constantly exposed to combinations of abrasion, high temperatures, mechanical fatigue, and chemical attack. Simply using basic carbon steels leads to frequent, expensive breakdowns. On the other hand, fabricating complete assemblies from premium alloys, like cobalt-based Stellites or complex nickel-based superalloys, creates high material costs.
PTA surface cladding provides a practical compromise by depositing a high-performance alloy layer precisely on critical wear areas of a standard steel component. This creates a strong metallurgical bond with a low dilution rate, maintaining the pure microstructural characteristics and corrosion-resistant properties of the target overlay material.
By upgrading wear surfaces with cobalt or nickel-based superalloys, plant managers can optimize their maintenance and replacement schedules. The hardfaced components typically achieve multiple times the operational lifespan of unmodified pieces, leading to fewer unexpected shutdowns and improved overall plant output.
Feed screws, industrial conveyors, and brick extrusion assemblies are subjected to continuous high-stress sliding abrasion, often combined with heat and corrosive chemistry. Our automated screw welding equipment and gantry cladding systems are designed to automate this complex surfacing task.
These systems use programmable CNC paths to follow the helical geometry of screw flights with consistent accuracy. This maintains a uniform thickness on both the flight tips and within the valleys. The resulting low dilution rates protect the chemistry of the deposit layer, ensuring reliable resistance to gouging and sliding wear.
This automated approach minimizes heat input to prevent distortion of long, thin shafts. Applying high-carbon or carbide-rich overlays to the screw flights significantly extends component service intervals in abrasive processing plants.
Real-world application feedback confirming the durability and efficiency improvements achieved by our surface cladding systems.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical and offshore processing demand higher reliability, deploying automatic PTA systems allows us to maintain consistent deposit quality, ensuring long-term seal integrity in subsea installations."
 Subsea Valve Engineer, Stavanger
Subsea Valve Engineer, Stavanger
"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production delays due to flight wear. Using the DLG-LC501 automated screw cladding machine, we restored our feed screws with a chromium carbide overlay, reducing repair cycles."
 Maintenance Lead, Norwegian Biomass
Maintenance Lead, Norwegian Biomass
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. By switching to the Shanghai Duomu system, we reduced dilution below 5% in a single pass, which saved material costs and helped us achieve our target corrosion resistance."
 Materials Laboratory Director, Bergen
Materials Laboratory Director, Bergen
Expert answers addressing the metallurgical, design, and operational details of PTA and Laser Cladding systems.