Explore our leading collection of CNC automated cladding systems, portable laser welding configurations, and high-wear consumable electrodes.

Premium quality wear components designed to optimize plasma shielding and maximize gas delivery consistency.

High-purity tungsten alloyed electrodes built to withstand long-duration arcs in extreme thermal processes.

Highly optimized automation layout specifically developed for hardening geological cutting picks.

Advanced powder-feed plasma overlay welder providing minimum dilution and high deposition control.

Industrial-grade 500A torch designed for heavy duty PTA cladding and metal deposition.

CNC multi-axis welding system tailored for thin-foil heat exchanger plates with pinpoint accuracy.

Flexible 6-axis robotic arm system integrated with fiber laser optic heads for 3D path surface rebuilding.

Specialized long-reach bore cladding system for hardening interior channels against abrasive polymers.
The global drilling landscape demands extreme materials efficiency. Deepwater exploration, directional drilling, and shale fracturing expose tools to unprecedented levels of abrasive sands, corrosive chemical compositions, high temperature loads, and extreme cyclic fatigue. In this context, standard metal alloys fail pre-maturely, leading to catastrophically expensive downtime (often exceeding hundreds of thousands of dollars per day in offshore platforms).
Consequently, international oilfield service companies (Tier 1 suppliers and drilling operators) are transitioning rapidly away from traditional plating options, such as hard chrome plating or basic thermal spray coatings, which suffer from poor mechanical bonding and micro-cracking. Laser cladding and Plasma Transferred Arc (PTA) welding have emerged as the gold standards for depositing cobalt-base Stellite alloys, nickel-base self-fluxing alloys, and tungsten carbide composites (WC-Co) to critical drill strings, stabilizers, valves, and pump shafts.
Through our comprehensive fabrication facilities, Chinese manufacturing centers supply custom metallurgical coatings designed to withstand localized abrasive erosion and corrosion, guaranteeing extended operations in regions ranging from the North Sea to the Middle East, Siberia, and the Permian Basin.

A comparative structural analysis of thermal energy inputs, dilution zones, metallurgical structures, and process efficiency.
Both Laser Cladding and Plasma Transferred Arc (PTA) technologies are primary pillars of modern surface modification. Each possesses unique thermal profiles, deposition rates, and bonding characteristics. While PTA relies on a concentrated plasma arc to melt both the substrate and the additive powder feedstock, Laser Cladding uses a coherent, high-power diode or fiber laser beam to generate a localized micro-weld pool. The difference in energy density changes the coating metallurgy significantly:
| Performance Metric | Laser Cladding (Fiber/Diode) | Plasma Transferred Arc (PTA) Welding |
|---|---|---|
| Heat Input | Extremely Low & Localized | Moderate (Greater than Laser, lower than arc welding) |
| Dilution Rate | < 5% (Typically 1% to 3%) | 5% to 15% (Typically around 8%) |
| Heat-Affected Zone (HAZ) | Minimal (prevents substrate deformation) | Narrow (larger than laser, but very controlled) |
| Bonding Quality | Metallurgical (High strength, zero peeling) | Metallurgical (Exceptional shear strength) | Tungsten Carbide Degradation | Low (Laser minimizes thermal dissolution) | Moderate (Requires precise parameter selection) |
| Deposition Rate | 1.0 - 5.0 kg/hr (High efficiency with high-power lasers) | 2.0 - 12.0 kg/hr (Excellent for thick coatings) |
| Applicable Component Geometry | Highly complex, internal bores, precise edges | Rotational shafts, large flat surfaces, heavy industrial parts |
Choosing between laser cladding and PTA depends largely on the dimensional constraints and structural requirements of the component. For example, thin-walled precision sensors or directional drilling housings demand the minimal distortion of laser cladding systems. Conversely, large-scale mud pump components, agricultural plowshares, and heavy excavator buckets are ideal candidates for the cost-effective, high-deposition overlays provided by PTA surfacing systems.

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our dedication to manufacturing robust, high-performance machinery has positioned us as a pivotal partner for heavy industries across the globe.
Our facility is equipped with advanced testing platforms, assembly lines, and demonstration areas, allowing clients to test their raw materials with our advanced laser systems before shipment. Over the last decade, we have exported customized hardfacing packages to clients in over 30 countries, providing integrated systems that combine power sources, CNC positioners, precise powder feeding mechanisms, and real-time monitoring software.

We boast an independent R&D team that develops, produces, and sells plasma cladding machine equipment. Our welding systems are recognized for stable arc properties, robust cooling architecture, and structural longevity, enabling them to maintain efficient, long-term operation under heavy duty cycles. Furthermore, our laser cladding systems effectively support large-scale remanufacturing projects on components like turbine blades, hydraulic pistons, and chemical rotors.
We possess mature technological means to provide complete sets of industrial equipment solutions, covering:
Customized automation designed to solve specific wear and mechanical stress problems in heavy industry.

Designed for depositing cobalt, nickel, and iron-based powders onto circular and flat shapes with high deposition rates. Featuring advanced digital controls and highly stable gas-delivery systems.

A multi-process platform designed for complex geometries. Combines high-density plasma deposition with flexible positioning for heavy component restoration and manufacturing.

Engineered for high-rate powder deposition, giving operators precise control over thermal input, dilution, and surface roughness. Reduces post-weld machining time by up to 40%.

Utilizes ultra-precise optical lenses to deposit wear-resistant single-crystal and superalloy matrix coatings onto gas turbine and impeller blades, maintaining exact aerodynamic contours.

Featuring a multi-axis CNC positioner coordinated with a plasma torch or laser head to apply continuous coatings over spherical pathways, optimizing seat-to-ball seal properties.

Integrates a fiber laser head onto an industrial robotic arm. Provides rapid surface quenching without structural distortion, ideal for gear teeth and bearing seats.

A specialized processing line for long hydraulic cylinder piston rods, providing continuous, defect-free deposition. Dramatically outperforms traditional hard chrome plating.
Our surface modification technologies are engineered to combat friction, corrosion, and erosion across the world's most demanding sectors.
Heavy duty ground tooling
Superalloy Protection
Downhole & Mud Systems
High Temperature Rolls
As drilling environments transition towards geothermal exploration and high-temperature/high-pressure (HTHP) fields, materials technology must evolve. Shanghai Duomu is actively developing the next generation of Extreme High-Speed Laser Cladding (EHLA) systems. Unlike conventional cladding, the EHLA process melts the powder particles while they are still in flight within the laser beam, depositing a thin, homogeneous metallurgical layer at travel speeds exceeding 100 meters per minute. This reduces processing times and minimizes energy exposure to delicate alloy steel substrates.
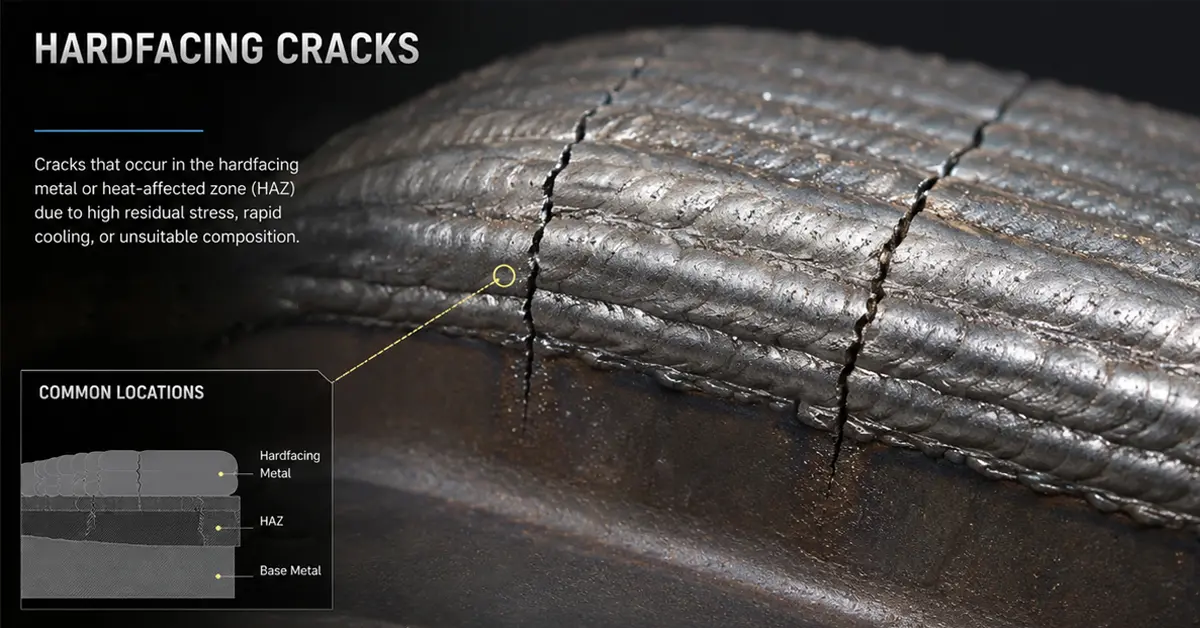
Furthermore, our development pathway includes integrating Artificial Intelligence into our robotic systems. By implementing closed-loop infrared sensors and optical monitoring systems, our robots can detect microscopic variations in the molten pool width or temperature profile. The system then automatically recalibrates powder feeding speeds and laser energy outputs in real time, virtually eliminating common cladding defects such as micro-porosity and intergranular stress cracking.
Ensuring that our machinery and engineering operations adhere to international quality frameworks and environmental standards.
Our engineering services and machines align with American Petroleum Institute quality guidelines, making them fit for rebuilding critical components in API-monitored supply chains.
Every phase of our assembly, from mechanical design validation to laser calibration, is executed under verified quality management systems, ensuring repeatable performance.
Equipped with encrypted fieldbus interfaces, our technicians can monitor operational logs, tune laser profiles, and troubleshoot PLC software remotely for global partners.
Real-world engineering analyses exploring wear mechanisms, dilution dynamics, and solution engineering.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical and thermal energy generation require higher sealing performance, automated PTA systems offer the best economic density."

Industrial Valve Manufacturing Guide
"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Laser cladding the flight edges with spherical tungsten carbide reduces wear-related maintenance cycles significantly."

Screw Flight Optimization Guide
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Keeping dilution under 10% ensures that the overlay preserves the corrosion-resistant properties of the raw alloy."

PTA Metallurgical Evaluation
"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and overall operating margins."
Life Cycle Analysis Report
Common questions from global procurement managers and oilfield engineers regarding material specifications and technical execution.
Hard chrome plating is thin, prone to micro-cracking, and involves toxic hexavalent chromium chemistry. Laser cladding forms a dense, metallurgically bonded coating (typically 1 to 3 mm thick) with zero peeling or flaking under heavy stress. It also allows the direct deposition of tungsten carbide particles, which are harder than the silica sands found in drilling reservoirs.
Our systems combine precise multi-axis CNC movements with high-stability fiber laser outputs. By utilizing dynamic temperature feedback, the laser power automatically throttles to melt just a micro-layer (0.1 mm) of the substrate, achieving dilution rates below 3% while maintaining high metallurgical bonding strength.
Yes. We manufacture specialized inner hole laser cladding machines, such as the DSL-LC401 system. By using advanced optical mirror paths and custom powder nozzles, we can coat internal bores with diameters as small as 80 mm and lengths up to 2 meters, protecting injection barrel linings and pump chambers.
For severe abrasive environments, we recommend nickel-based or cobalt-based powders alloyed with 40% to 60% tungsten carbide (WC) particles. Spherical tungsten carbide is ideal, as it minimizes crack propagation within the matrix and protects components against severe ground scratching and erosion.
Our equipment is shipped in pre-assembled, modular configurations. We offer complete setup manuals, video tutorials, and remote interface training. For large installations, our engineers can travel to your facility to conduct testing, calibration, and localized operator certification.
Precision tooling configurations, high-power gantry systems, and automated welding lines.

High-precision multi-axis configuration designed for reconstructing blade tips and turbine sealing fins.

A versatile, mobile cladding option designed for on-site repairs of large structures and heavy machinery components.

Heavy-duty gantry welding configuration built for rebuilding large mining rolls and heavy components.

Precision cantilever arm layout allowing flexible torch reach over wide workspaces and heavy components.
Automated screw flight hardfacing system, programmed to follow complex screw contours with consistent pitch control.

Compact gantry setup designed to apply precise laser coatings to valves, bearings, and localized wear bands.

Compact cladding setup optimized for field maintenance, minimizing transportation costs for heavy equipment components.

Ultra-precise low-current plasma system developed for fine edge rebuilding, tool repairs, and thin plate welding.
For inquiries about our products or pricelists, please leave us a message and we will get back to you within 24 hours.
Request Tech Specification & Quote








