Plasma arc welding is a welding method using plasma arc as heat source.The gas is dissociated by arc heating and compressed when it passes through the water cooling nozzle at high speed, which increases the energy density and dissociation degree and forms a plasma arc.Its stability, calorific value and temperature are higher than those of ordinary arc, so it has higher penetration force and welding speed.Argon is generally used for the gas forming the plasma arc and the protective gas around it.According to the material properties of various workpieces, argon, hydrogen and other mixed gases are also used.
The thickness of the welding strip is smaller than that of argon arc welding, usually 0.3-0.5mm. It can be welded without curling, and the welding quality is good.
In the continuous automatic welding of pipes, the change of plasma arc length has little effect on the welding quality, which is different from that of argon arc welding.
When the welding current is very small (less than 3A), the stability of the micro plasma arc is good, while the stability of the argon arc is poor.
Due to the heat concentration, the welding speed of the micro plasma arc is higher than that of argon arc welding, resulting in high productivity.
Can weld a variety of metals, including stainless steel, non-ferrous metals, and refractory metals.
Technical Specifications
Precision Micro Plasma Arc Welding Machine
Main Technical Parameters and Models
DML-V01A
Parameter Option
Continuous Welding
Pulse Welding
Precision Pulse Welding
Arc current (A)
2.0 - 5.0
Welding current (A)
0.1 - 10 - 40
Base current (A)
0.1 - 10 - 40
Rise time (s)
0.0 - 5.0
Descent time (s)
0.0 - 5.0
Welding time (ms)
1 - 500
1 - 500
Interval time (ms)
10 - 500
Air delivery in advance (s)
1 - 10
Gas time delay (s)
1 - 20
Ion gas (L/min)
0.25 - 2.5
Protective gas (L/min)
1 - 25
Input voltage (V)
AC220V, 50HZ
Rated input capacity (kVA)
1.1
Load duration rate (%)
60%
Weight (kg)
28
External dimension of power supply (mm)
590 * 330 * 300
Key Process Benefits
Foil and sheet can be welded by micro plasma arc welding. The arc energy is high, the welding heat affected zone is small, and the welding deformation is very small.
The arc column has large rigidity, small hole effect, fast welding speed, and high production efficiency, which is 3-6 times that of ordinary argon welding.
There are few weld defects, many weldable materials, and high welding quality.
Excellent repetitive production; electrode shrinks in the nozzle, and is not easy to pollute and burn.
The plasma arc has high energy density, high arc column temperature, and strong penetration ability.
The arc column is slender and has strong penetration. The thin-walled workpiece can be directly welded through and the preparation time can be shortened. The steel with the thickness of 0.3 ~ 1 mm can be welded through and formed on both sides (i.e. single side welding and double side forming) without groove. The stress deformation is small.
Industry Applications
Electronic and electrical components: Thermocouple, motor, silicon steel sheet, etc.
Instruments & medical equipment: Metal bellows, precision instrument components, etc.
Welding of special metals: Titanium, nickel, molybdenum and other special metals can also implement efficient welding.
Aircraft and aerospace: Aircraft accessories, space station accessories, relays, gas sensors, etc.
Process Overview for Ultra-Thin Wall Pipe
The continuous automatic micro plasma arc welding of ultra-thin wall pipe is similar to the process of closed compression arc welding. The insulation sleeve is installed between the welding die sleeve and the welding torch to ensure the reliable insulation between the plasma welding torch and the metal parts. At the same time, the protective argon is sealed in a small chamber.
The process parameters of micro plasma arc welding for ultra-thin wall pipe are more than those of argon arc welding. In addition to the welding current, welding speed and protective gas flow, there are also the flow rate of working gas, the composition of protective gas. These parameters affect the welding quality. Experience shows that the main process parameters affecting the productivity of ultra-thin wall pipe are welding current, working gas flow rate and nozzle hole diameter.
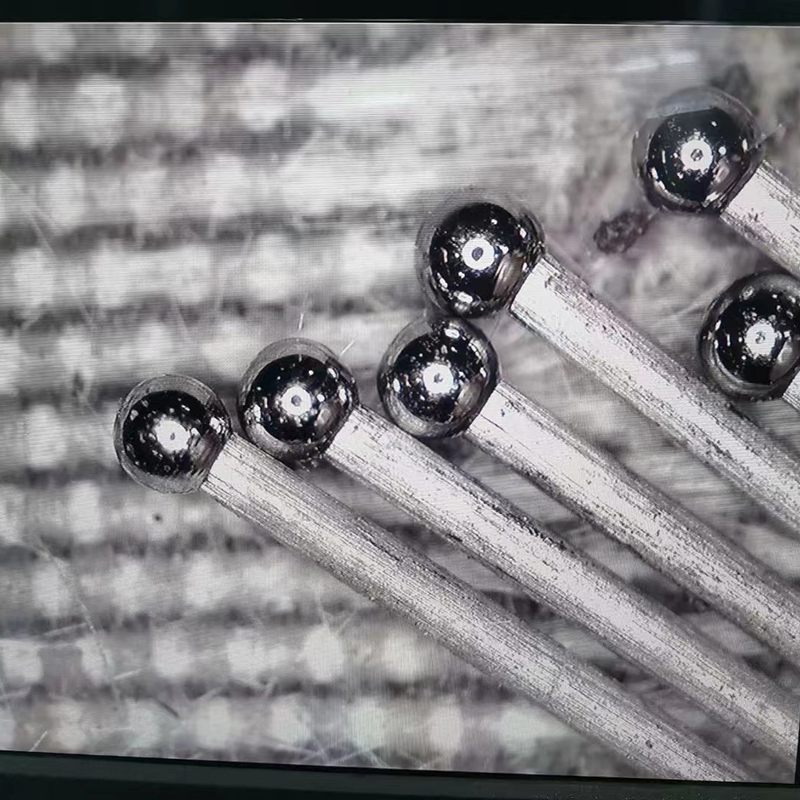
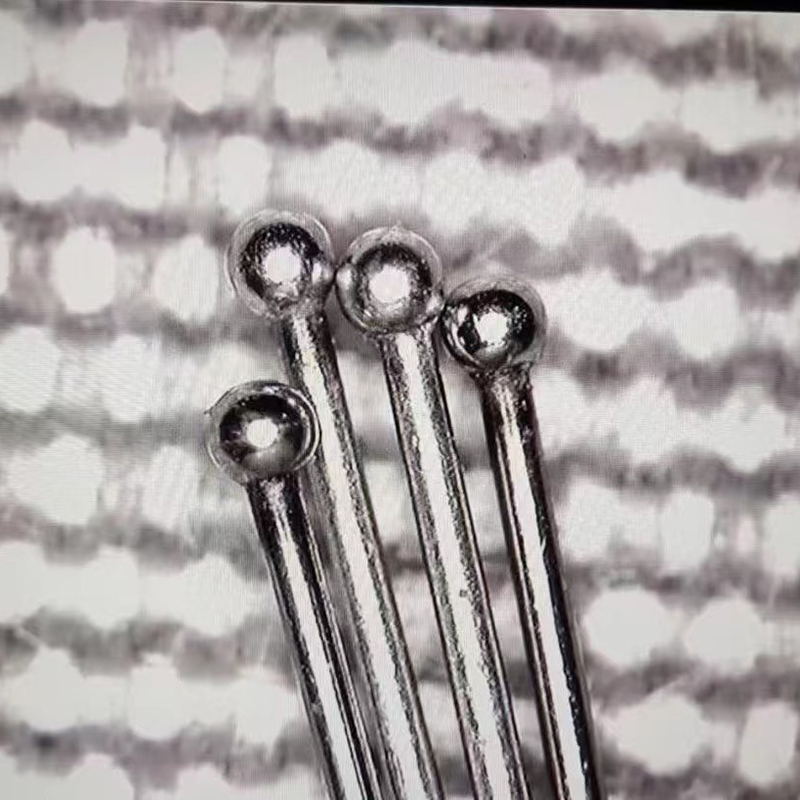
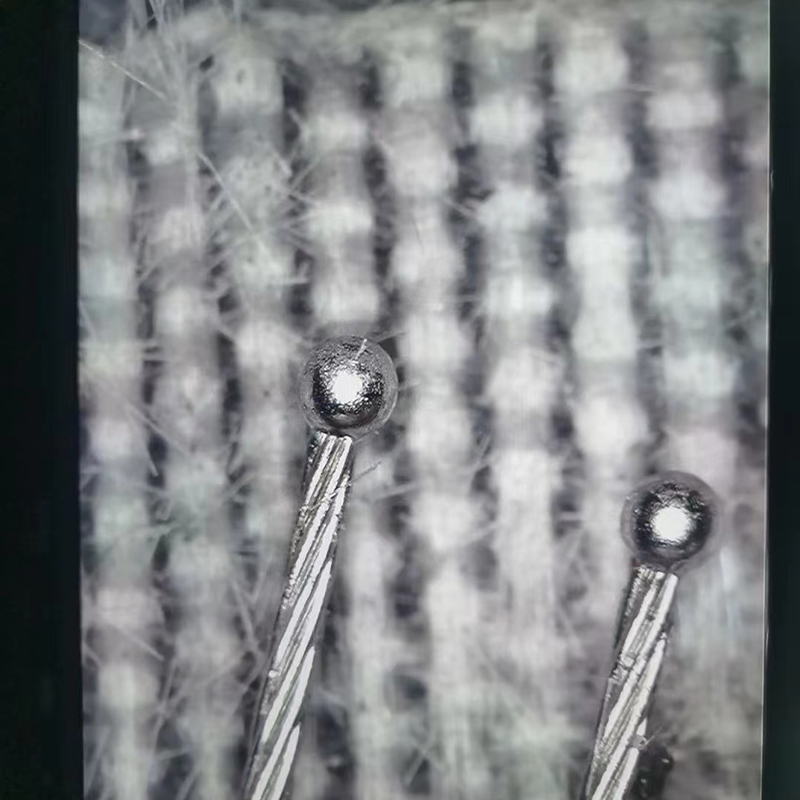
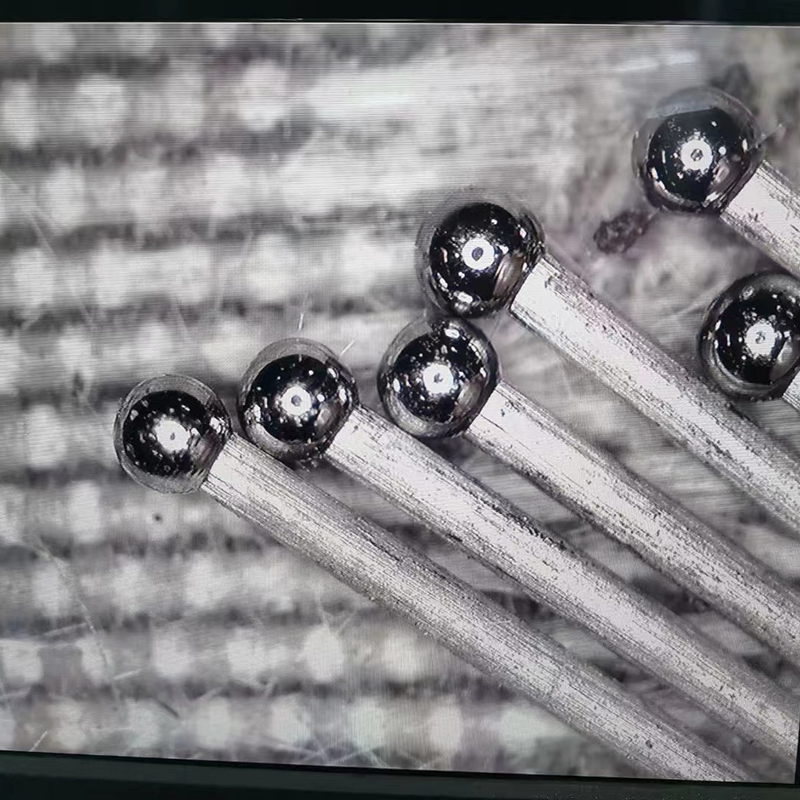
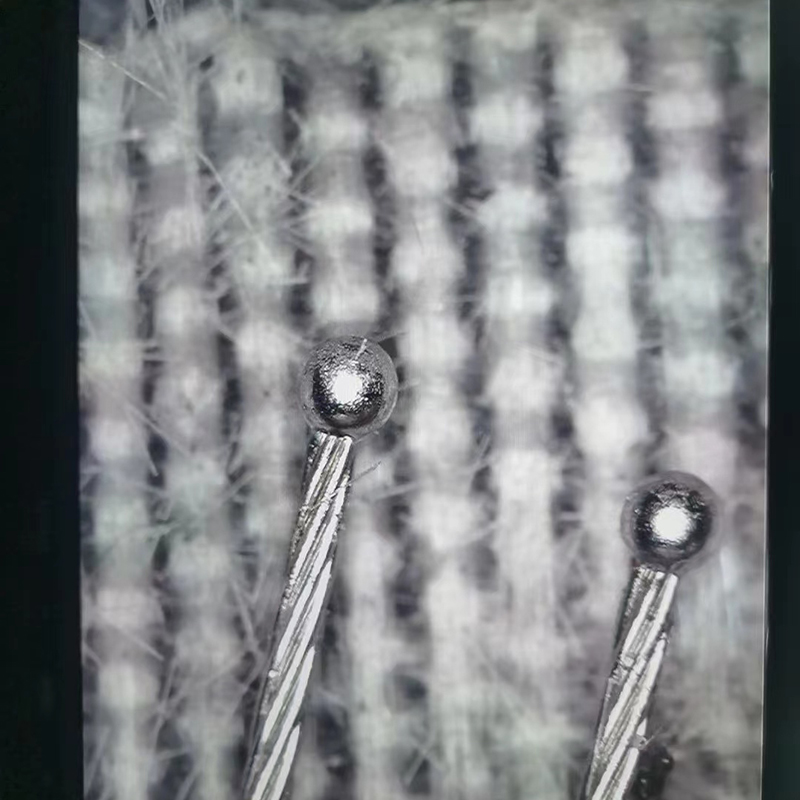
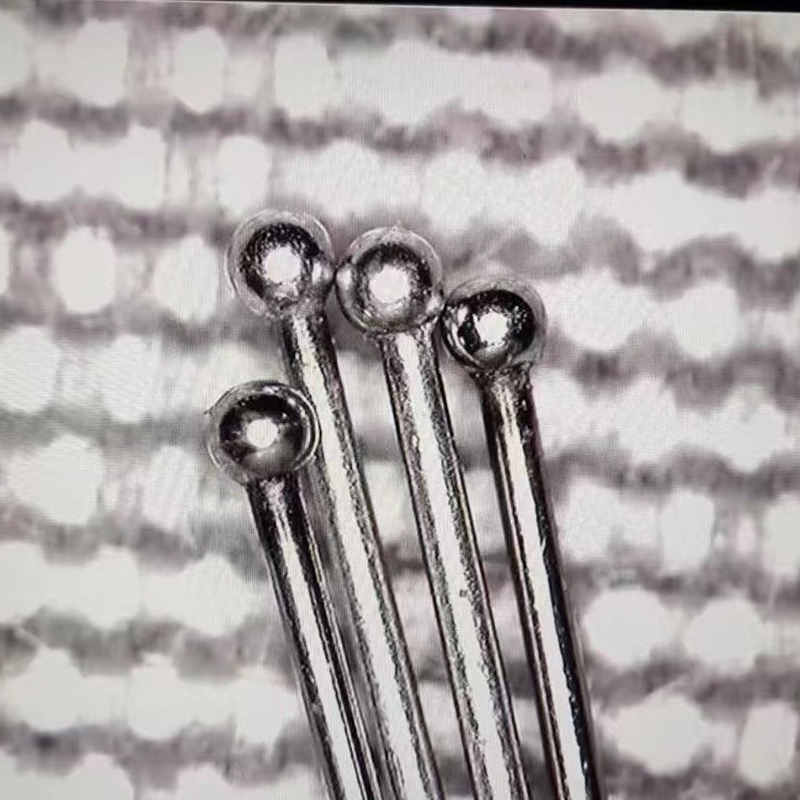
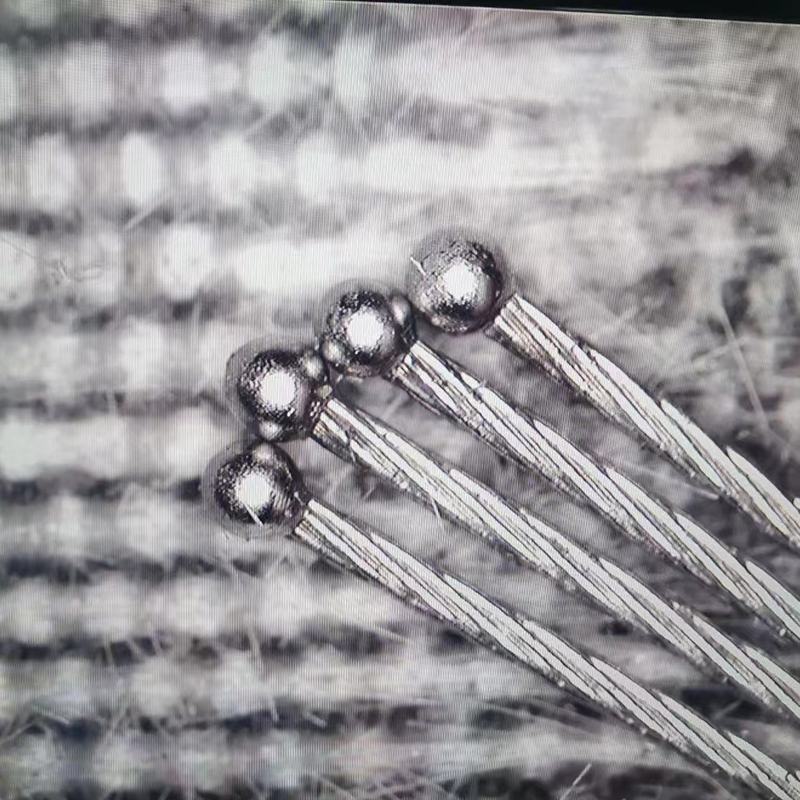
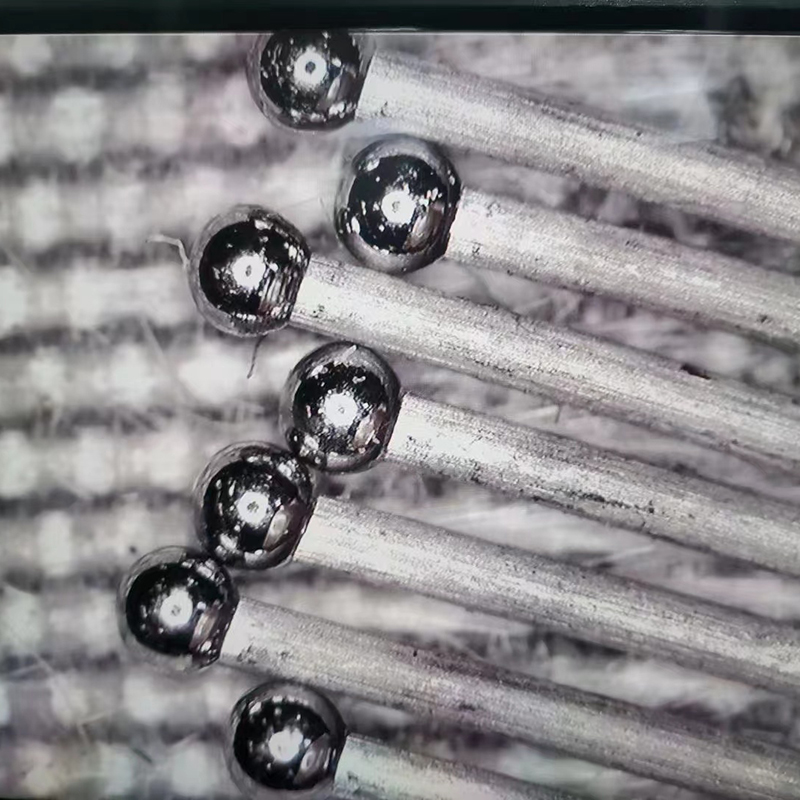
Product & Application Gallery
Video Demonstration
Frequently Asked Questions
What is the typical thickness range suitable for micro plasma arc welding?
Micro plasma arc welding is highly suitable for welding extremely thin sheets, foils, and strips, typically in the range of 0.3mm to 0.5mm. Steel with a thickness of 0.3mm to 1mm can be welded through directly and formed on both sides without requiring a groove.
How does micro plasma arc welding compare to argon arc welding at low currents?
When operating at very small welding currents (less than 3A), the micro plasma arc demonstrates excellent stability, whereas the stability of a standard argon arc is poor.
What types of metals can be welded using this technology?
It can weld a wide variety of metals, including stainless steel, non-ferrous metals, and refractory/special metals such as titanium, nickel, and molybdenum.
Why does micro plasma arc welding reduce workpiece deformation?
Because the plasma arc has a high energy density and high arc column temperature, the heat concentration is highly focused. This results in a smaller heat-affected zone and very minimal welding deformation.
What parameters most heavily affect the productivity of ultra-thin wall pipe welding?
The primary process parameters that influence productivity and welding quality are the welding current, the working gas flow rate, and the diameter of the nozzle hole.