Explore our core selection of industrial gantry systems, portable welders, and precision plasma torches engineered for high-durability coatings.

An Expert Analysis of Microstructural Dynamics, Mechanical Integrity, and High-Performance Surfacing Technologies
In the highly demanding realms of heavy industrial manufacturing, machinery component degradation represents one of the most significant contributors to operational downtime and capital expenditure. Components operated within mining, aerospace, petrochemical, and power generation sectors face extreme wear, aggressive chemical corrosion, and intense thermal fatigue. To combat this, Laser Clad Welding (LCW) has emerged as the premier surface modification technology. Unlike traditional thermal spray processes that merely mechanical bond coatings to substrate, Laser Clad Welding produces a true, high-strength metallurgical bond with exceptionally low dilution rates and minimal heat-affected zones (HAZ).
Laser Clad Welding utilizes a highly focused, coherent laser beam as the primary heat source. This high-density energy source melts both the surface of the base material (substrate) and a simultaneously fed stream of metallic alloy powder. Because the laser beam's energy is concentrated, the depth of substrate melting is strictly controlled. This limits the dilution rate—the mixing of the substrate materials into the clad coating—to less than 1%, whereas conventional arc welding methods (such as MIG, TIG, or submerged arc welding) typically exhibit dilution rates between 10% and 30%. This low dilution ensures that the cladded surface layer retains its specified metallurgical properties (such as corrosion resistance and hardness) at its nominal chemistry right from the first deposit layer.
"Optimizing the interface between the substrate and the deposited alloy is vital. When dilution is minimized, the mechanical properties of cobalt, nickel, or iron-based superalloys remain completely uncompromised, allowing for unparalleled performance in aggressive tribological environments."
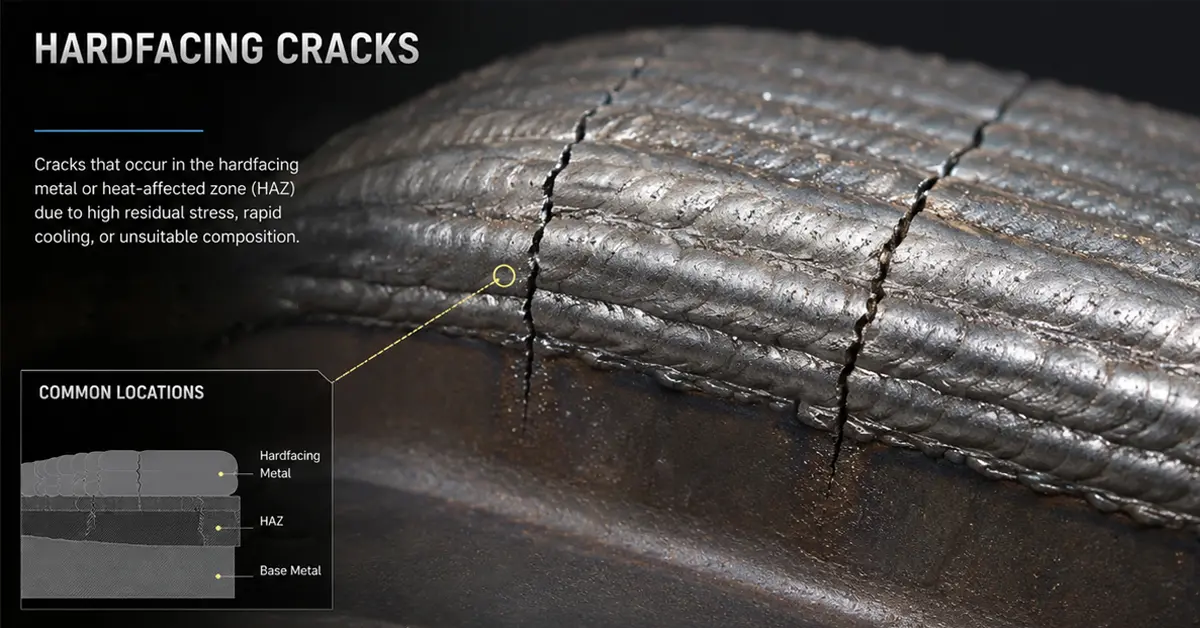
The rapid cooling rate inherent to Laser Clad Welding (often reaching up to 106 °C/s) leads to rapid solidification of the melt pool. This extreme cooling velocity generates an extremely fine, homogeneous, dendrite-free grain structure. Under standard metallurgical assessment, these microstructures show remarkable resistance to crack propagation and intergranular corrosion compared to castings or standard welded overlays. Consequently, engineered surfaces treated with Laser Clad Welding exhibit significantly elevated surface hardness and fatigue resistance under high stress.

At Shanghai Duomu, we manage an independent research and development facility dedicated to advancing plasma and laser cladding technologies. Our welding systems are engineered to withstand continuous, high-load operational cycles in modern smart factories. Over the last decade, our technical engineers have pioneered integrated solutions for large-scale industrial remanufacturing projects.
Our capabilities include custom multi-axis gantry laser cladding systems, robotic handling stations, and proprietary powder feeder units. By optimizing the interaction parameters between power density, scan speed, and powder flow rates, our systems provide clean, predictable clad beads with zero porosity, minimum warping, and high deposition efficiency.
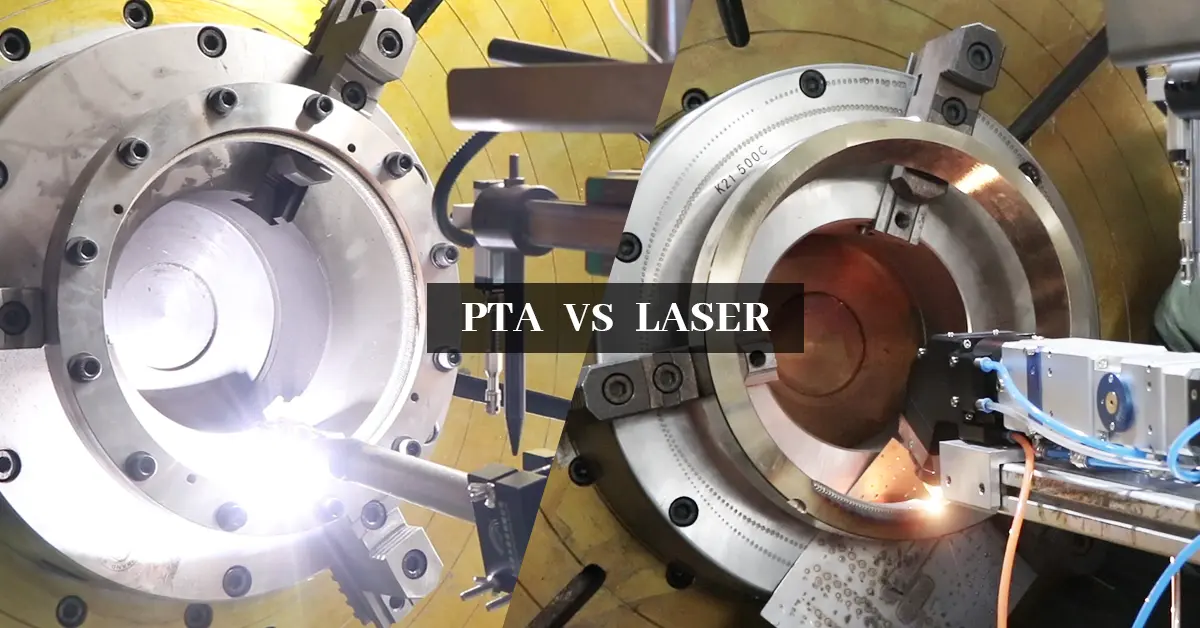
Industrial decision-makers must carefully balance the characteristics of different overlay technologies to select the optimal process. Below is a detailed technical analysis comparing Laser Clad Welding with Plasma Transferred Arc (PTA) Hardfacing—both of which are core components of our manufacturing portfolio.
Laser Cladding: Extremely narrow HAZ (0.2mm to 1.0mm). Drastically reduces the risk of substrate distortion and crack formation, which is crucial for precision components.
PTA Surfacing: Moderate HAZ (1.5mm to 3.0mm). Offers excellent deposition speed but requires careful pre-heating/post-heating regimes for thermal stress control.
Laser Cladding: Produces thin, highly precise single-pass layers (0.5mm to 2.0mm). Deposition efficiency regularly exceeds 95% with high powder utilization.
PTA Surfacing: Ideal for thicker overlays (2.0mm to 6.0mm per pass). Deposition rates can exceed 5 kg/hr, making it suitable for larger heavy-wear parts.
Laser Cladding: Exceptionally low (often < 1%). Preserves the raw alloy properties immediately at the interface, requiring fewer layer passes.
PTA Surfacing: Low to moderate (3% to 8%). Highly efficient, but requires a slight margin to offset substrate element migration into the cladding layer.
How Smart Manufacturing, Supply Chain Resilience, and Automation Deliver Superior Value to Global Buyers
Across the Americas, Europe, and Asia-Pacific, procurement managers in energy, marine, and mining sectors are transitioning from a simple "replace-upon-failure" mentality to "proactive life extension." Rapidly fluctuating raw material costs (especially for cobalt and nickel-based superalloys) mean that fabricating whole components from solid high-performance alloys is no longer cost-effective. Engineering teams instead specify carbon steel or low-alloy steel substrates clad with a high-performance surface layer. This approach maximizes wear and corrosion resistance at a fraction of the cost.
However, global procurement faces challenges, including fluctuating lead times, quality inconsistencies, and lack of customization. High-tech equipment buyers need manufacturing partners who can supply reliable, high-spec hardware and provide the process engineering support required to integrate cladding systems directly into automated production lines.
China's smart manufacturing transformation—Factory 4.0—has set new benchmarks for efficiency and reliability in surface engineering. By combining automated hardware with advanced real-time process monitoring, our Shanghai production facility achieves exceptional repeatability. Our factory floor utilizes multi-axis robotic positioners, automated powder delivery channels, and optical feedback loops that regulate laser output power dynamically based on thermal pool measurements.
Our supply chain resilience is rooted in the deep integration of the local industrial ecosystem. We source high-grade alloy powders, optic assemblies, and precision CNC components through established networks, insulating our global clients from supply-chain disruptions. This localized efficiency allows us to deliver customized equipment—such as the DLM-LC501 Double Column Gantry Welding System or the DH3-HV1700-B06 Manipulator Positioner—at highly competitive prices and short delivery lead times.
For international buyers, this means faster project turnarounds, lower initial capital expenditures, and access to engineering teams capable of modifying system configurations to match specific localized operating conditions. Whether you need to repair a 10-meter hydraulic ram or apply hardfacing to 10,000 industrial ball valves, our factory provides a reliable, end-to-end industrial platform.

Our laser and plasma cladding systems are deployed across diverse sectors, helping extend the operational life of critical heavy machinery.




Custom-engineered automated cladding solutions designed for specific industrial component geometries and material profiles.
Read detailed technical perspectives on dilution management, component repair, and surface protection in aggressive environments.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, ..."
 Valve Application Specialist
Valve Application Specialist
"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production d..."
 Bulk Materials Handling Engineer
Bulk Materials Handling Engineer
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you ..."
 Metallurgical Process Engineer
Metallurgical Process Engineer
"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and..."
 Industrial Maintenance Director
Industrial Maintenance Director
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: - High pressure - Extreme temperatures - Corrosive media - Abrasive wear - Sand e..."
 Petrochemical Flow Control Consultant
Petrochemical Flow Control Consultant
"Optimizing thermal output and tracking mechanical stress profiles remains crucial. Our research into microstructural modifications for turbine blade cladding guides the development of automated, multi-axis gantry laser cladding routines for global aerospace clients..."
Aerospace Repair Engineering Lead
Technical guidance and processing insights compiled by our R&D engineering department.
Explore our advanced range of automated valve welding setups, micro-plasma systems, and robotic positioning units.











Get in touch with our design engineers. We will review your wear protection demands and respond with a solution within 24 hours.




















