1 / 1
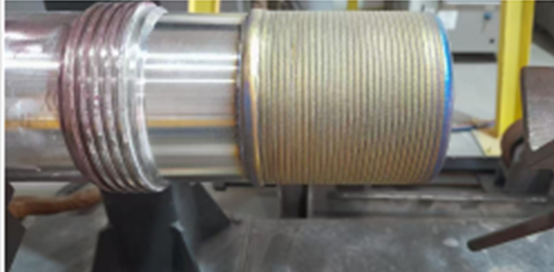
High-precision machining with a small heat-affected zone and strong metallurgical bonding. Suitable for cylindrical components, it significantly enhances wear resistance and corrosion resistance, extending service life.
| Technical Specifications | |||
|---|---|---|---|
| No. | Item | Unit | Parameter |
| 1 | Manipulator Travel (X, Y, Z) | mm | 6000 × 1000 × 4000 |
| 2 | Auxiliary Mechanism Vertical Stroke | mm | 4000 |
| 3 | Chuck Diameter | mm | 500 |
| 4 | Headstock Load Capacity | kg | 2000 |
| 5 | Max. Welding Speed (Single Torch) | mm/min | 1000 |
| 6 | Max. Rotation Speed | r/min | 1 |
| 7 | Oscillator Amplitude | mm | 0-50 |
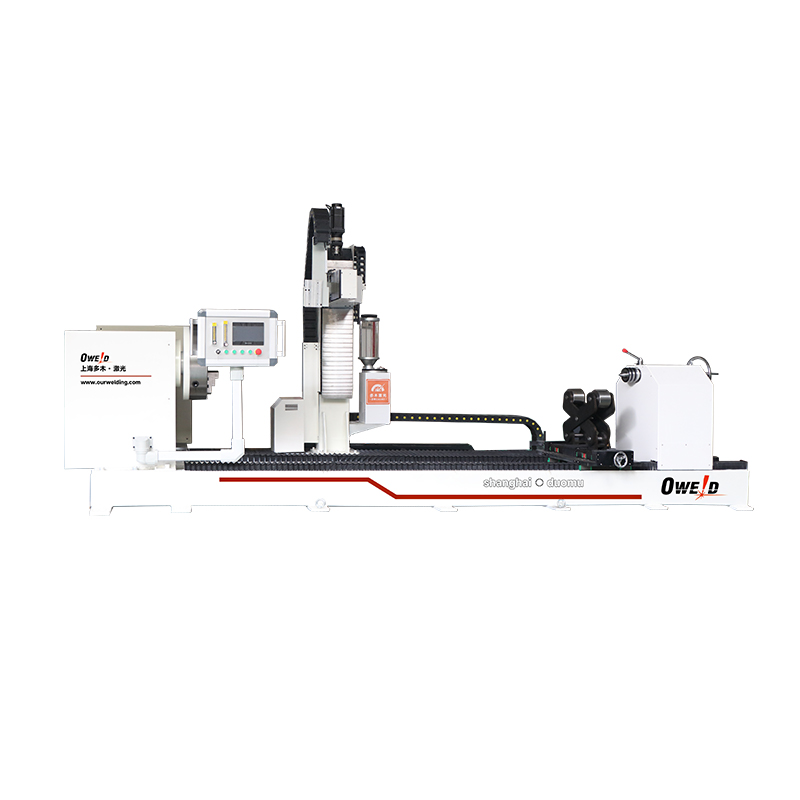
Dual-process integration combines both Laser Cladding and PTA (Plasma Transferred Arc) Cladding into a single system. This allows operators to seamlessly switch between the two processes depending on the workpiece material, required performance specs, and budget constraints.
The machine produces a strong metallurgical bond with high adhesion strength, a low dilution rate, and a minimal heat-affected zone (HAZ). It also generates a dense coating with minimal porosity and low crack sensitivity, suitable for multi-layer deposition.
It is highly suitable for machining cylindrical components, helping to significantly enhance both wear and corrosion resistance while extending overall service life.
By integrating both processes into a single unit, you reduce capital equipment investments, minimize shop floor space requirements, and increase overall production scheduling flexibility.
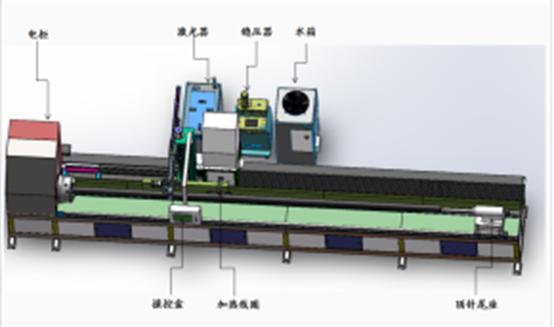
The manipulator features an X, Y, Z travel of 6000 × 1000 × 4000 mm, an auxiliary vertical stroke of 4000 mm, a chuck diameter of 500 mm, and a maximum headstock load capacity of 2000 kg.
The system features an integrated CNC/PLC controller for digital parameter management, automatic powder feeding, precise path planning, and real-time process monitoring.









