Industrial grade automated systems engineered for metallurgical bonding, minimal dilution, and maximized tool life.
In modern surface engineering, cladding in welding (or hardfacing) has evolved from simple manual repair to a precise science driven by robotic automation and material informatics. Originally used to rebuild worn-down steel parts, cladding today acts as a preemptive defense mechanism. High-value equipment surfaces are overlaid with superior alloys—such as Cobalt, Nickel, and Tungsten Carbide (WC)—to withstand extreme mechanical shear, thermal shock, and aggressive chemical erosion.
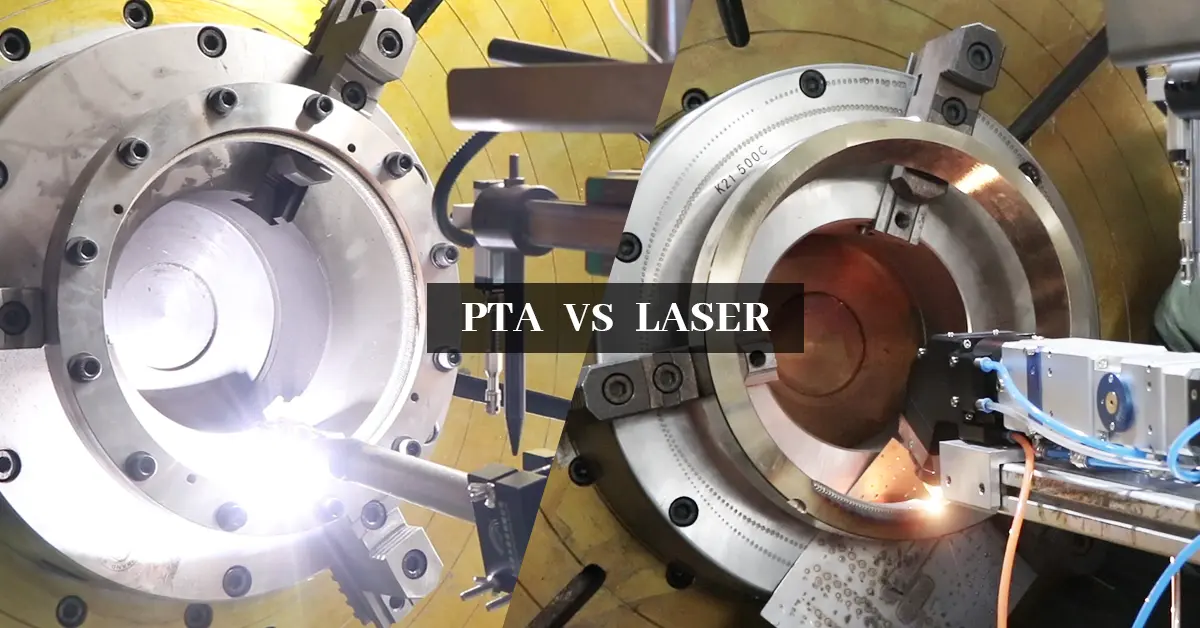
The global transition from Plasma Transferred Arc (PTA) systems to high-precision Laser Cladding has redrawn the boundaries of metallurgical dilution. In traditional fusion welding, substrate dilution rates can exceed 15-20%, changing the chemistry of the protective layer. Today's advanced plasma powder surfacing and laser systems limit dilution to under 5%, allowing single-pass applications to achieve full protective hardness. Manufacturers now leverage automated, sensor-guided path planning to ensure constant deposition and minimal heat input, which protects the base material's structural integrity.
This structural change directly impacts heavy industries. Industrial valves, hydraulic cylinders, and rotary crushers must perform in extreme operating conditions. By selecting custom PTA and Laser systems, procurement teams achieve a two- to five-fold extension in machinery lifespans, transforming preventative maintenance from a cost center into a strategic source of efficiency.

Engineering procurement managers look for more than just hardware; they require validated quality control, regulatory compliance, and consistent technical execution.
Procuring organizations require documented powder chemical compositions, microstructural evaluation, and precise hardness distribution data across the dilution zone.
With high-value components, manual welding variations introduce defects. Integrated CNC and multi-axis robotic platforms provide consistent path speeds and process control.
Compliance with global standards (such as ASME Section IX, ISO 15614, and EN certifications) ensures cladding systems integrate into aerospace, defense, and nuclear supply chains.
Our PTA and Laser cladding systems are deployed in harsh operational environments to protect critical machinery from wear, erosion, and thermal corrosion.

Protecting high-wear equipment like harvesting blades, tines, and soil-processing tools from severe sand, rock, and organic soil abrasion.

Delivering precision micro-plasma and laser surface treatments for turbine blades, aerospace actuators, and defense components.

Protecting drilling pipes, valve seats, mud pumps, and subsea drill stabilizers from high-pressure fluid flow and corrosive compounds.

Providing thermal fatigue resistance for steel mill rollers, continuous casting guide rails, and slag scrapers.

At the center of our manufacturing operations is our independent Technical R&D Department, which develops and builds advanced plasma and laser cladding systems. With over ten years of engineering experience, Shanghai Duomu has built a reputation for stable, efficient systems that handle long-term industrial workloads.
Our R&D program focus is divided into three key areas:
This comprehensive approach allows us to deliver turnkey industrial installations, supporting heavy remanufacturing programs worldwide.
From micro-plasma welding systems to heavy-duty laser cladding installations, we manufacture equipment tailored to specific industrial workflows.
The surface engineering industry is moving toward intelligent closed-loop control. Traditional cladding depends on static, predefined parameters. Real-time changes in melt pool temperature, powder feed rate, and torch distance can lead to variations in coating quality. Next-generation systems address this by integrating optical sensors and real-time feedback loops.
By monitoring the melt pool's optical emissions, intelligent control systems adjust laser power or arc current on the fly. This stabilizes the melt pool temperature, maintaining uniform hardness and dilution even when cladding complex geometries that heat up unevenly. This level of control is essential for advanced additive manufacturing and repair work.
The next frontier in wear resistance is the deposition of Metal Matrix Composites. These coatings distribute hard ceramic particles, such as Tungsten Carbide (WC) or Titanium Carbide (TiC), within a ductile metallic matrix like Nickel or Cobalt alloys. The metal matrix provides toughness and impact resistance, while the ceramic particles resist severe abrasive wear.
To successfully clad MMCs, systems must control heat input to prevent the ceramic particles from dissolving in the melt pool. Excessive heat causes the carbides to break down, forming brittle phases that reduce wear resistance. Our modern PTA and Laser cladding systems feature precise thermal control to deposit MMC coatings with minimal carbide dissolution, providing reliable performance in highly abrasive environments.
High-speed laser cladding (often referred to as EHLA) is a major development in surface coating technology. In standard laser cladding, the alloy powder is melted within the melt pool on the substrate surface. In high-speed cladding, the laser melts the powder particles while they are still in flight, before they reach the substrate.
This ensures that only a very thin layer of the substrate melts, reducing dilution rates to under 1% and minimizing the Heat Affected Zone (HAZ). High-speed cladding allows thin, protective coatings (20 to 500 microns) to be deposited at speeds up to 100 meters per minute, offering an efficient, environmentally friendly alternative to traditional hard chrome plating.
Read technical summaries from industrial engineering projects utilizing our PTA and Laser cladding systems.

Petrochemical Sector

Mining & Cement Industry

Process Quality Control
Heavy Machinery Fleet
Offshore Oil & Gas
Expert answers to common engineering questions regarding PTA cladding, laser processing, dilution rates, and material selection.
Plasma Transferred Arc (PTA) cladding generally produces dilution rates between 5% and 10% due to the heat input of the plasma arc. Laser cladding features higher power density and faster cooling rates, limiting dilution to 1% to 5%. Lower dilution preserves the original properties of the alloy powder in fewer layers.
Cladding internal diameters (ID) requires specialized torches, like the DNPT50019-HQ, to fit inside restricted spaces. Managing heat build-up inside bores is critical to prevent overheating. Internal torches use integrated water-cooling channels and custom powder delivery paths to apply stable coatings inside pipes and cylinders.
For applications facing both wear and corrosion, cobalt-based alloys (e.g., Stellite 6) and nickel-based alloys (e.g., Colmonoy 6) are widely used. Cobalt alloys maintain hardness at elevated temperatures, while nickel-based alloys provide good resistance to corrosive media and sliding wear.
Yes. While automated systems are designed for high-volume production, modern path-planning software and scanning sensors allow robot gantries to map and repair unique worn parts, making custom repairs efficient and repeatable.
The ESD-9100 uses Electro-Discharge Machining principles to deposit alloy materials onto localized areas with minimal heat input. This process is suitable for repairing small defects, scratches, or wear on precision molds and dies without creating thermal distortion or a large heat-affected zone.
Specialized internal diameter (ID) cladding torches, heavy-duty positioning systems, and automated surfacing robots.
Shanghai Duomu processes comply with major international quality and manufacturing frameworks, ensuring reliable integration into global industrial supply chains.










Submit your component drawings, base material specifications, and operating conditions. Our technical team will respond within 24 hours with custom cladding solutions.
Contact Our Technical Engineers




















