Explore our top-tier engineering solutions designed for premium performance, longevity, and high-efficiency deposition.







In the highly demanding sectors of modern manufacturing—such as heavy oil exploration, gas extraction, nuclear power, and aerospace structural design—traditional manual welding methods are no longer sufficient to meet quality and timeline demands. As a consequence, Hot Wire TIG (GTAW) welding has emerged as the premier technology to maximize deposition rates while maintaining structural integrity.
By preheating the filler metal using a secondary independent power source before it is introduced into the weld pool, Hot Wire TIG increases deposition rates up to 400% compared to standard cold wire TIG. This technique effectively closes the efficiency gap between traditional GTAW and GMAW (MIG/MAG) processes while preserving the superior mechanical properties and pristine, spatter-free aesthetics unique to gas tungsten arc welding.


Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our dedication to design perfection has allowed us to deliver complete sets of industrial equipment solutions to a global clientele.
We boast an independent R&D team which develops, produces, and sells plasma cladding machine equipment. The welding machine has stable performance and can maintain efficient long-term operation. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions, ensuring our clients achieve optimal output with reduced downtimes.
At present, the company's products have penetrated into many fields such as aerospace military industry, nuclear power, petrochemical industry, coal mines, metallurgy and forging, agriculture, water conservancy and electric power, etc.




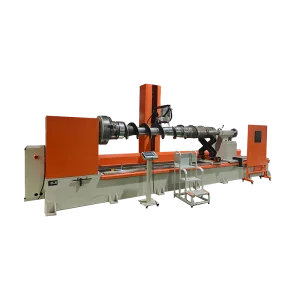
We can provide customized equipment, automatic laser cladding equipment, automatic plasma cladding equipment, intelligent robot cladding equipment, etc. according to customers' requirements, including special equipment in the industry, such as hydraulic rod cladding machine, pick cladding machine, valve cladding machine, etc.







Send us your specific blueprints or mechanical constraints.
Get Custom DesignChina's manufacturing sector has transformed from general volume-centric production to high-end, high-precision metallurgy and smart mechanical assembly. Shanghai Duomu stands at the intersection of this industrial evolution.
Chinese factories are situated in massive regional industrial clusters that permit instant access to ultra-high purity copper alloys, specialized gas lenses, silicon nitride ceramic shrouds, and precision-ground tungsten electrodes. This level of supply integration reduces internal material delays and ensures cost-efficiency that is passed directly to the buyer.
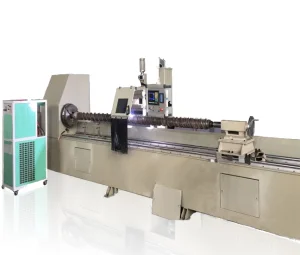
Our Hot Wire TIG torches are machined on advanced multi-axis CNC lathes, ensuring tolerance control down to ±0.02mm. This structural precision is crucial for narrow-gap configurations where even a millimeter of deviation can cause unstable gas shielding, catastrophic tungsten inclusion, or wire feed binding during automatic orbital runs.
Each custom Hot Wire TIG torch is subjected to hydrostatic pressure tests to verify the integrity of the internal water channels, followed by insulation resistance and high-voltage breakdown evaluations to prevent arc leakage during high frequency starts. This level of verification guarantees that every torch delivered meets strict European CE and global industrial guidelines.
Unlike standard Western manufacturers who only offer fixed catalog parts, Chinese factories like Shanghai Duomu specialize in agile engineering. Whether you require a customized long-neck deep-bore torch (such as our 120A Deep Hole Torch) or custom-angled necks to clear heavy internal flanges, our in-house engineering team can develop CAD blueprints and produce functional prototypes in under two weeks.
Operating a Hot Wire TIG system implies continuous thermal load since both the arc and the heated wire generate heat. Our proprietary water-cooled torch structures use dual-chamber internal coolant pathways that route water directly behind the gas lens and along the power cable, supporting 100% duty cycles even at high-current applications (up to 400A continuous).
When major OEMs, engineering firms, or oil and gas operators specify custom Hot Wire TIG torches, a comprehensive technical checklist must be evaluated to ensure high efficiency and ROI.
Select torches certified for 100% duty cycle at the highest operational current (e.g. 350-400A). This guarantees the torch assembly does not degrade or overheat during multi-hour automatic pipeline orbital passes.
The wire guide entry angle relative to the tungsten electrode must be micro-adjustable. Even small misalignments can cause the wire to pop out of the weld pool or fuse directly to the tungsten electrode tip.
Ensure the gas lens and internal diffusor are designed for laminar shielding gas flow, preventing turbulent oxygen intake during deep groove and heavy narrow-gap weldments.
Get expert insights into the physics, mechanical specifications, and operation of automated Hot Wire TIG welding and cladding systems.
Unlike cold wire TIG, where the primary electric arc must melt both the base metal and the cold filler wire, Hot Wire TIG preheats the wire prior to entering the weld pool. This is achieved via a dedicated power supply that passes a low-voltage, high-amperage current through the wire as it exits the torch nozzle. The resulting resistance heating (Joule effect, $I^2R$) brings the wire temperature close to its melting point. Consequently, the primary welding arc only needs to melt the base metal and provide minimal heat to liquefy the preheated wire, resulting in up to four times faster feed rates.
The wire heating power source typically operates on alternating current (AC) or pulsed direct current (DC) to prevent magnetic interference (arc blow) with the primary welding arc. The heating current typically ranges from 30A to 150A depending on the wire diameter (usually 0.8mm to 1.2mm) and feed speed. Precise control is vital: too little current leaves the wire cold, while excessive current causes the wire to melt before contacting the weld pool, causing arc instability and droplets.
No, Hot Wire TIG is strictly designed for automated or mechanized systems (such as column and boom setups, orbital track welders, and robotic arms). Because the preheated wire must enter the weld pool at a very precise, constant angle and distance, manual control is practically impossible. The wire must feed smoothly and continuously to maintain electrical contact, which requires mechanical torches and precise automated control.
While both processes are used for overlaying, Hot Wire TIG feeds a solid wire that is preheated electrically before contact. PTA cladding uses metal powder (such as Stellite or tungsten carbide blends) fed pneumatically through a specialized nozzle directly into a highly concentrated plasma arc. PTA generally produces a flatter deposit with minimal dilution and is ideal for fine powder blends, while Hot Wire TIG is preferred for continuous wire-fed structural welding, high deposition joint filling, and wire-based overlay applications.
High currents (250A to 400A) coupled with continuous heat radiating from the preheated wire generate substantial thermal energy. Without proper cooling, the gas lens, tungsten collector, and internal seals will rapidly degrade. Water-cooled torches route cold coolant through internal channels directly surrounding the copper conductor block and the gas diffuser, keeping critical components below critical temperatures, preventing gas leakage, and ensuring a stable, uninterrupted duty cycle.
Narrow Gap welding involves joining very thick plates (e.g. 50mm to 200mm) using a tight, steep V or U-groove configuration to minimize the weld volume. A standard TIG torch cannot reach into these deep grooves, which is why a specialized Narrow Gap Hot Wire TIG torch is required. These torches feature long, slender, profile-optimized gas nozzles and customized wire guides that can descend deep into the groove while maintaining perfect shielding gas coverage and precise wire alignment.
Pure Argon (99.999% purity) is the standard shielding gas for most metallic alloys. However, for deep penetration on nickel-based alloys or stainless steel, argon-hydrogen mixtures (1% to 5% H2) or helium-argon mixtures are often employed. Hydrogen or helium addition increases the arc temperature and thermal conductivity, allowing for faster travel speeds and improved weld pool fluidity, while the hot wire provides the high deposition volumes.
A reliable factory must possess ISO 9001:2015 certification for general quality systems. For welding-specific systems, alignment with ISO 3834 (Quality requirements for fusion welding) is ideal. Torches and mechanical equipment must carry the CE marking for compliance with European low-voltage and machinery directives, and electrical systems must align with IEC 60974-7 (Arc welding equipment - Torches).
Read analysis from field applications using our PTA and automatic cladding systems globally.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, ..."

Process Engineering
"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production d..."

Maintenance Engineering
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you ..."

Metallurgy Lab










Find technical answers for deep-hole overlays, advanced automated cladding, and EDM repair machinery.







For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.
Subscribe / Get A Quote