Explore our industrial-grade Plasma Transferred Arc hardfacing machines, robotic cladding configurations, and high-performance consumables engineered for extreme wear environments.
In modern B2B manufacturing, wear mitigation and thermal barrier coating are critical for minimizing capital depreciation. Plasma Transferred Arc (PTA) welding has emerged as a premier thermal surfacing technology. PTA uses a constricted plasma arc to melt alloy powder and a shallow layer of the base metal. This process creates a true metallurgical bond with exceptionally low dilution rates (<5%). Unlike thermal spraying processes that form mechanical bonds prone to spalling, PTA cladding produces a continuous, defect-free structure. This structure is highly resistant to severe abrasion, impact, cavity erosion, and corrosive wear.
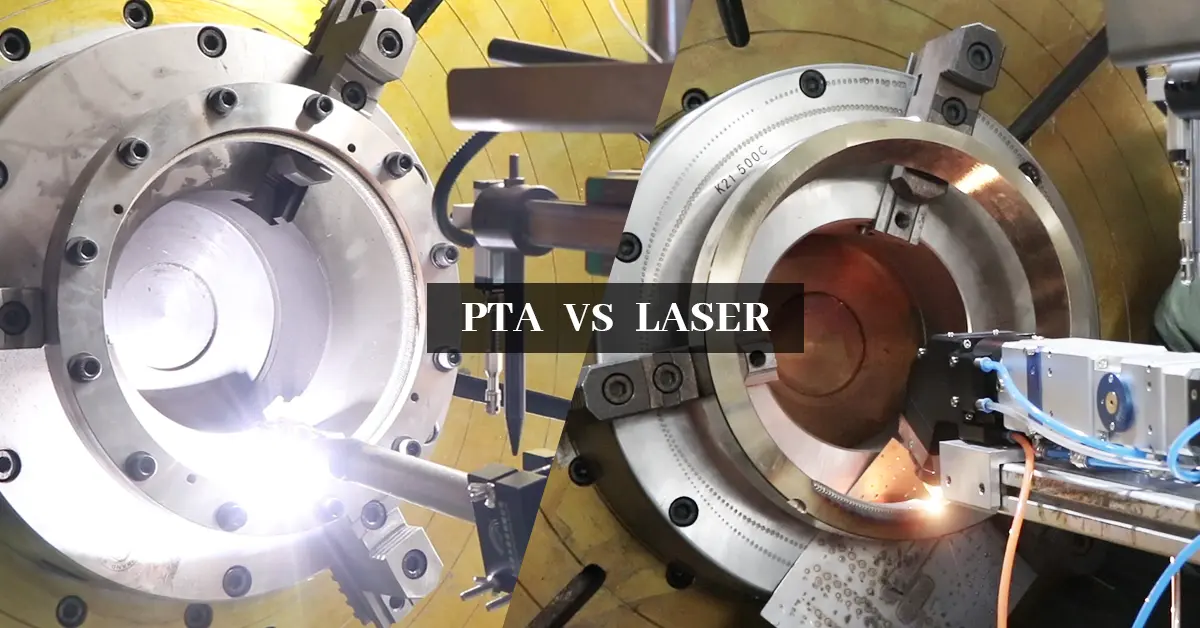
Selecting the optimal surface engineering path requires understanding metallurgical variables like heat input, deposition rate, dilution, and interface chemistry. Below is an engineering comparison comparing PTA cladding with traditional and modern alternatives.
| Technology Parameter | Plasma Transferred Arc (PTA) | Laser Cladding | High Velocity Oxy-Fuel (HVOF) | TIG/MIG Hardfacing |
|---|---|---|---|---|
| Bond Mechanism | Metallurgical (Fusion) | Metallurgical (Fusion) | Mechanical (Physical adhesion) | Metallurgical (Fusion) |
| Dilution Rate | 3% - 8% (Highly Controlled) | 1% - 5% (Minimal) | 0% (No melting of substrate) | 15% - 30% (High) |
| Deposition Rate | 2.0 - 12.0 kg/h | 1.0 - 4.5 kg/h | 2.0 - 6.0 kg/h | 1.5 - 5.0 kg/h |
| Heat Input | Moderate-High (Localized) | Very Low (Highly focused) | Negligible | Very High |
| Coating Thickness | 1.0 mm - 6.0 mm (Single pass) | 0.5 mm - 2.0 mm (Single pass) | 0.1 mm - 0.5 mm | 2.0 mm - 8.0 mm |
The global demand for PTA custom weld systems is heavily driven by resource extraction, petrochemical processing, and heavy mechanical manufacturing sectors in regions such as the Asia-Pacific, North America, and Western Europe. In Europe, strict environmental regulations limit electroplated hexavalent chromium coatings. This has accelerated the adoption of PTA and laser cladding solutions as clean, non-toxic alternatives.
Additionally, modern oil and gas operations require equipment that can withstand deeper drilling depths and higher hydrogen sulfide (H2S) environments. Manufacturers rely on custom PTA systems to apply nickel-based and cobalt-based superalloys (such as Hastelloy and Stellite) to critical components. This ensures reliable operation and reduces risks in challenging marine environments.

For more than ten years, Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and laser cladding equipment. Backed by a strong technical background and rigorous quality control protocols, we supply industrial solutions worldwide. Our systems meet international standards and deliver precise thermal management and deposition control.
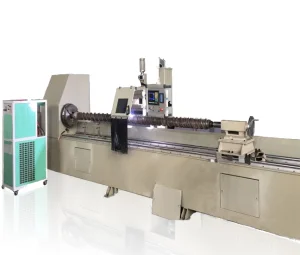
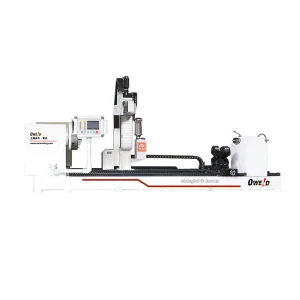
Our manufacturing facility is equipped to handle complex customer specifications, producing automated PTA gantries, robotic cladding workstations, and dedicated components for global buyers.
Our independent R&D team designs, tests, and manufactures plasma cladding equipment and accessories. The resulting welding machines deliver stable performance and remain reliable during continuous, high-duty-cycle industrial operations. Our laser cladding systems also support large-scale remanufacturing projects. We offer mature engineering solutions that integrate multi-axis manipulators with powder feeding systems to meet diverse production needs.

Custom-built for hydraulic cylinders, coal mining picks, industrial screw extruders, and ball valves. Discover our core product range.







Our PTA and laser cladding solutions are field-proven across multiple heavy industries, helping extend the operating life of critical machinery.

PTA coatings protect soil-engaging tools like tines, shares, and tillage discs against abrasive wear, extending their operating life.

Provides precise thermal and oxidation-resistant overlays on critical turbine components, engine parts, and aircraft structures.

Protects drill stabilizers, mud motor rotors, and subsea valves from abrasive sands and corrosive hydrogen sulfide gases.

Protects continuous casting rolls, extrusion screws, and heavy guides against thermal fatigue and molten metal adhesion.
Gain deeper metallurgical insights from our process engineers on how to achieve optimal dilution control, carbide distribution, and component longevity.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical..."
 Valve Process Engineering
Valve Process Engineering
"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production d..."
 Materials Engineering
Materials Engineering
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you..."
 Metallurgy Research Group
Metallurgy Research Group
"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and..."
 Heavy Equipment Operations
Heavy Equipment Operations
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, extreme temperatures, corrosive media, abrasive wear, sand erosion..."
 Severe Service Valve Tech
Severe Service Valve Tech
Driving the future of additive manufacturing and surfacing through AI integration and hybrid energy processes.
Next-generation PTA welding machines feature intelligent closed-loop control systems. These systems monitor arc voltage, powder feed rate, and puddle temperature in real time. They dynamically adjust parameters to maintain a consistent deposit thickness and prevent defects.
Our engineering division is focused on integrating multi-axis robotic arms with hybrid powder-wire delivery nozzles. This allows for both rapid build-up and fine surface detail, helping to minimize post-weld machining costs.
Quick answers to common questions about engineering specifications and process adjustments.
Complete your production setup with automated systems, robust nozzles, and custom positioners.




Connect with our engineering team. We will review your application requirements and respond within 24 hours.