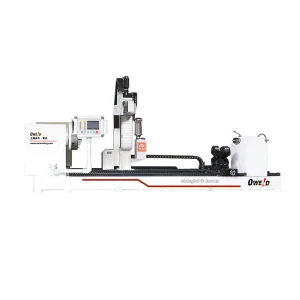
Explore our foundational range of independently developed plasma torches and integrated automatic surfacing systems designed to maximize custom alloy powder performance.
Shanghai Duomu has stood at the absolute forefront of PTA (Plasma Transferred Arc) cladding technology and Laser Cladding engineering for over a decade. Built on a foundation of rigorous scientific research and deep metallurgical engineering expertise, we formulate custom PTA welding powders designed to optimize interfacial bond strength, strictly regulate dilution rates, and ensure homogeneous crystalline microstructures across wear-prone metallic surfaces.
Unlike standard off-the-shelf welding consumables, our custom PTA welding powders are tailored precisely to the thermal expansion coefficients of substrate materials. This dynamic tuning mitigates micro-cracking, gas porosity, and slag inclusions, delivering unmatched performance in high-stress industrial environments. Our specialized formulations span cobalt-based (Stellite equivalents), nickel-based, iron-based, and tungsten carbide reinforced matrices (NiCrBSi-WC), supporting mechanical operations in the toughest applications on Earth.

From deep-sea drilling assemblies to aerospace turbines, our specialized powders and PTA systems protect high-value components operating in severe service conditions.




Understanding the microstructural advantages of Plasma Transferred Arc hardfacing over traditional thermal spray and laser cladding processes.
Unlike thermal spray technologies that form a mechanical bond susceptible to delamination under shear stress, PTA creates a true metallurgical bond. The intense transferred arc melts a micro-layer of the substrate, blending it at an atomic level with the customized molten powder stream to prevent spalling even in severe impacts.
Dilution rate is critical in PTA surfacing. Our custom-engineered powders maintain excellent fluid flowability and thermal absorption parameters, allowing operators to restrict base metal dilution to as low as 5% in a single pass. This ensures that the wear-resistant properties of the cobalt or nickel matrix remain uncompromised by iron migration.
For high-abrasion environments, we offer custom blended Ni-WC and Fe-WC powders. Through rigorous control of powder particle morphology and size distribution (typically 50–150 μm), we prevent the dissolution of heavy tungsten carbides in the plasma arc, ensuring they remain suspended evenly throughout the matrix layer.

We are actively shaping the future of hardfacing metallurgy by pioneering new technologies to meet evolving industry standards. Our current research initiatives target three core areas: the development of High-Entropy Alloy (HEA) powders for multi-directional wear resistance, hybrid PTA-Laser deposition methods, and AI-enabled closed-loop melt pool control.
By blending multiple principal metallic components in high concentrations, our experimental HEA formulations resist hot deformation and grain boundaries sliding at temperatures up to 900°C. Concurrently, our hybrid deposition systems combine the fast deposition rates of plasma transferred arc welding with the concentrated thermal inputs of diode lasers. This achieves high deposit thickness at half the heat input, preserving parent metal properties.
Looking ahead, we are incorporating optical pyrometry sensors into our automated PTA machines. This enables microsecond-level feedback to adjust plasma current and powder feed rates dynamically. The result is total consistency in cladding layer thickness and minimal defect rates.
Leveraging China's leading industrial infrastructure to deliver high-capacity production, rigorous quality testing, and reliable global distribution.
Operating from Shanghai, one of the world's most advanced industrial manufacturing hubs, Duomu benefits from direct integration with premier raw material suppliers and metal extraction refineries. This geographical advantage enables us to source high-purity cobalt, nickel, and tungsten carbide precursors with complete trace verification, shielding our clients from standard supply chain disruptions.
Our facility features vacuum induction gas atomization (VIGA) systems, advanced mechanical sieving machinery, and rigorous optical shape analyzers. By controlling every step from smelting to chemical sizing, we guarantee batch-to-batch consistency. Our automated production lines operate 24/7, enabling us to scale up custom powder formulations from pilot batches to multi-ton shipments with industry-leading lead times.
Additionally, our shipping networks out of the Port of Shanghai ensure fast, cost-efficient transit to North America, Europe, Australia, and the Middle East, complete with customs clearance paperwork and transport certifications.
Our engineering division answers the most common technical questions concerning PTA cladding processes, powder specifications, and dilution management.
Typically, the dilution rate in PTA cladding ranges from 5% to 15%. This is significantly lower than standard arc welding (which ranges from 20% to 30%). To minimize dilution, operators should optimize travel speed, utilize pulsed current parameters, and choose customized powders with high thermal absorption and optimal grain size to reduce the energy required to melt the base metal.
Our standard PTA powders are sized between 50 and 150 microns. Fines below 45 microns can clog powder feed lines, overheat in the plasma column, and cause gas voids. Coarser grains above 180 microns may fail to melt completely, leading to slag and lack-of-fusion defects. Strict PSD control ensures smooth, steady powder flow and uniform melting.
Cobalt-based powders (e.g., Stellite 6, 12, 21) excel in environments with combined high-temperature erosion, cavitation, and mechanical wear above 600°C. Nickel-based alloys (e.g., NiCrBSi) are preferred for low-to-medium temperature abrasive wear and corrosive chemical environments, offering a cost-effective alternative for general industrial use.
Cracking is typically caused by carbide dissolution or high thermal stress. We address this by using spherical cast tungsten carbides (CTC) that resist chemical breakdown, and by customizing a ductile nickel matrix alloy that absorbs shrinkage stresses during cooling. Pre-heating the substrate to 250–400°C is also recommended.
Yes. Although laser cladding typically uses a narrower PSD range (typically 53–120 microns or 15–45 microns) compared to PTA, many of our custom alloy formulations are compatible. We can adjust the sieving process in our facility to match the requirements of your laser feed system.
We provide full material customization. You can adjust matrix chemistry (Ni, Co, Fe), change the percentage and type of tungsten carbide (spherical or angular), and specify custom particle size cuts. Additionally, we provide custom packaging configurations, direct logistics management, and on-site engineering consultations.
Read detailed reviews from wear engineers and production managers who rely on our PTA equipment and metallurgical powders to maximize service life.
The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. We have achieved a dramatic 40% reduction in valve wear failure rates using their custom cobalt-based powders.

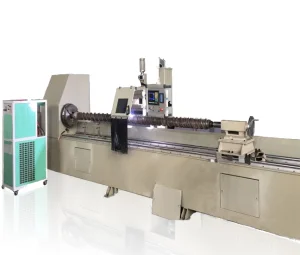
In industries such as mining, cement, and power generation, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows they are a frequent cause of unplanned production delays. Standardizing on Duomu's automatic cladding equipment has tripled the lifespan of our high-volume screw shafts.

Achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you use automatic plasma cladding systems or manual setups, Duomu's engineering support is second to none.

Get in touch with our metallurgical engineers to discuss chemical compositions, size distributions, and delivery schedules. Receive a detailed technical quote within 24 hours.










Engineered to withstand the demanding thermal cycle and mechanical loads of industrial-scale remanufacturing operations.