Explore our core engineering catalog designed for extreme wear resistance, micro-structure control, and automated industrial welding.








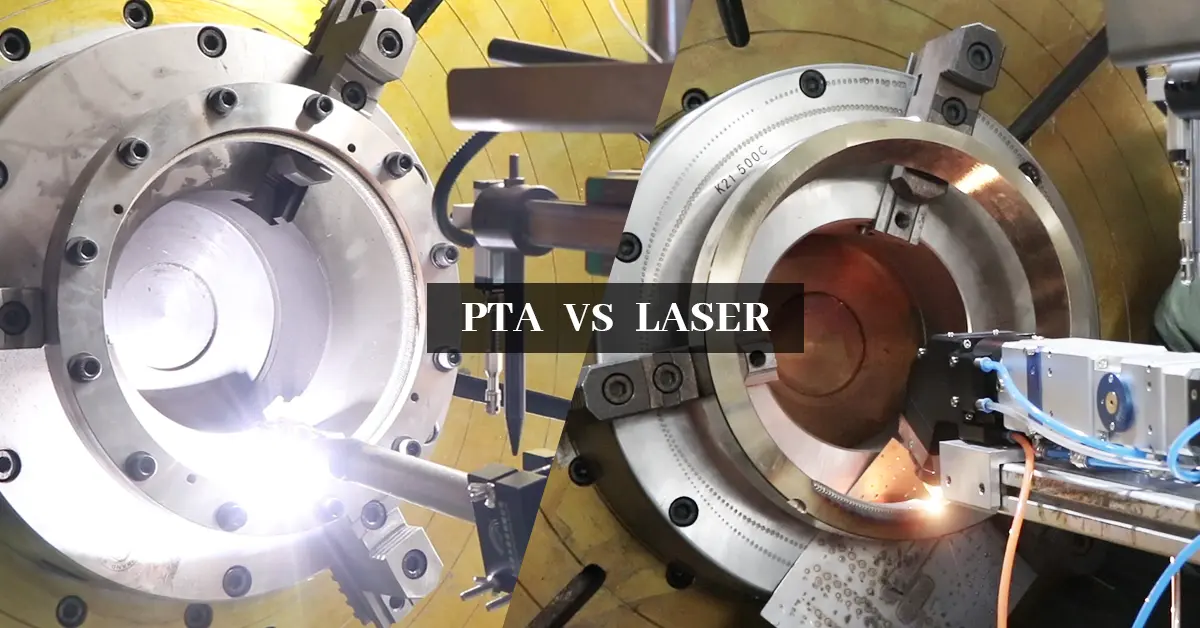
Understanding the metallurgical role of shielding and ionization gases in high-performance Plasma Transferred Arc (PTA) cladding and welding.
In the field of high-end manufacturing, surface coating, and structural repair, Gases Para Soldadura De Plasma (plasma welding gases) represent a critical pillar of process control. Unlike traditional arc welding processes, plasma arc welding (PAW) and Plasma Transferred Arc (PTA) cladding systems isolate and manipulate ionized gas streams to achieve ultra-high energy densities. The selection, purity, and mixture of these gases do not merely protect the weld pool from ambient air; they dictate the ionization potential, arc column enthalpy, weld pool dynamics, and the final dilution rate of the overlay alloy.
For industrial manufacturers seeking maximum durability on heavy-duty components—such as oil and gas valve seats, agricultural harvesting machinery, power plant steam valves, and mining drill collars—the engineering configuration of the gas delivery system is paramount. The system utilizes three primary channels: the Plasma Gas, the Shielding Gas, and the Carrier Gas. Each channel plays a distinct chemical and physical role in producing defect-free overlays.
Typically 99.999% pure Argon. Due to its low ionization potential, Argon is ideal for establishing a highly stable pilot arc between the tungsten electrode and the copper nozzle. The gas is constricted through a precision-machined orifice, forcing it into a columnar, high-temperature plasma state. Changing the flow rate of this gas alters the velocity and temperature profile of the arc, directly affecting penetration depth.
Encircles the plasma arc to protect the molten pool from oxygen, nitrogen, and hydrogen contamination. While pure Argon is the baseline, introducing active gas mixtures (such as Argon-Hydrogen blends containing 2% to 7% H2) is common. The high thermal conductivity of Hydrogen increases the thermal energy transferred to the workpiece, refining the weld pool shape, accelerating welding speeds, and allowing for lower dilution levels.
In PTA cladding operations, metal alloy powders (cobalt-based, nickel-based, or tungsten carbide composites) are pneumatically transported to the torch nozzle. The carrier gas must be dry and clean to prevent powder clumping and moisture injection. Argon is universally preferred here to ensure the powder is injected smoothly without reacting with hot alloy particles prior to entering the melt pool.
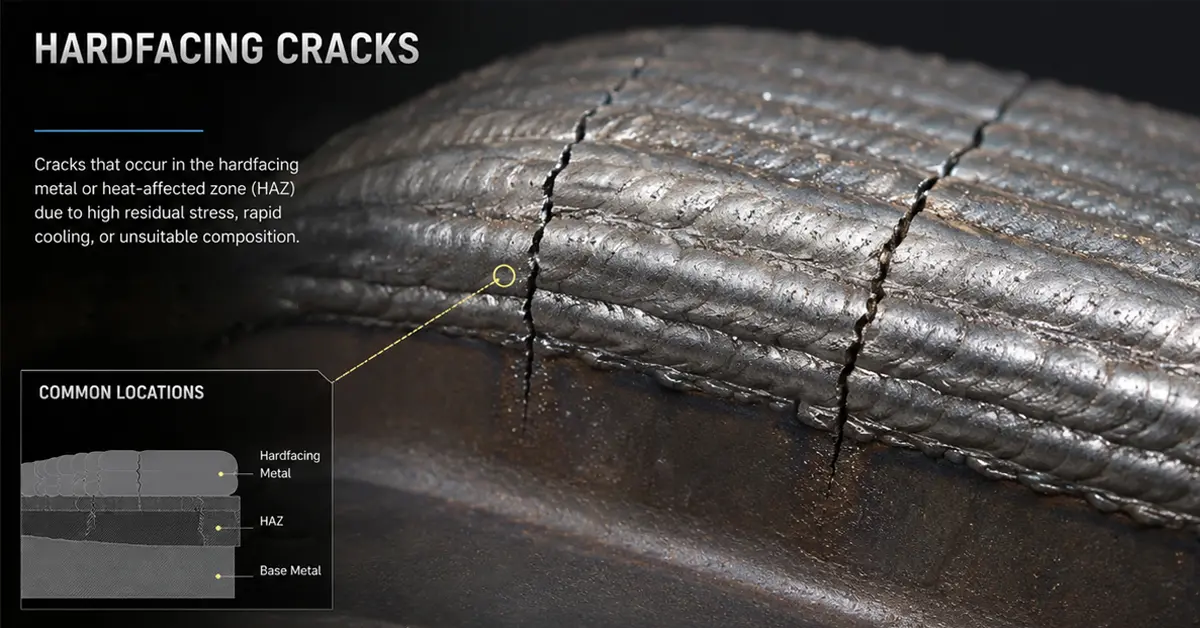
For critical workpieces like titanium tubes, nickel diaphragms, or thin-walled heat exchangers, local gas shielding is insufficient. Customized tooling, such as a specialized gas shield cover, is required to maintain a gas blanket over the cooling metal until it drops below its oxidation threshold. This ensures the integrity of the heat-affected zone (HAZ).
China has established itself as the global epicenter for industrial manufacturing, particularly in the production of high-precision welding systems, plasma torches, and gas shielding accessories. Leading manufacturers, such as **Shanghai Duomu**, offer a robust technical background spanning over a decade. Sourcing from a specialized Chinese factory provides significant technical and operational advantages:

Shanghai Duomu: Leading Manufacturer & Exporter of PTA and Laser Cladding Systems
Empirical data illustrating the efficiency gains achieved through optimized gas delivery and PTA engineering.
Analyzing how different global industrial sectors customize their gas chemistry and PTA processes for peak component performance.
The selection of plasma welding gas and equipment is heavily dependent on the specific application scenario. Different alloys and metallurgical structures demand tailored gas coverage to prevent micro-cracking, porosity, and wear-resistance loss. Below, we examine the primary sectors utilizing PTA cladding and high-quality shielding gas technologies:
In aerospace manufacturing, thin-walled structures, jet engine turbine blades, and nuclear power plant valves require precise thermal surfacing. The shielding gas must ensure a zero-oxygen environment to prevent titanium and nickel-based superalloys from forming brittle oxide phases. Manufacturers rely on specialized gas covers and high-purity argon-helium gas mixtures to accelerate cooling rates and refine the grains of the deposited alloy.
Drill collars, mud motors, stabilizers, and industrial ball valves are subject to extreme wear and corrosive media. PTA surfacing with stellite (cobalt-based alloy) or tungsten carbide powders is standard. In these operations, the gas shield cover is vital. By using gas mixtures with minor hydrogen additions, the surface tension of the weld pool is reduced, resulting in a smooth, flat bead with minimum dilution from the steel substrate.
Tools like harvesting teeth, cutting picks, and excavator bucket teeth must withstand severe abrasive wear. Automated cutting picks plasma cladding machines (like the DJC-LC305) deposit tungsten carbide particles in a tough nickel-iron matrix. Achieving the right carbide distribution without thermal degradation requires careful control of both the carrier and shielding gas flows. If the carrier gas flow is too high, it introduces turbulence, drawing air into the arc zone and causing carbide oxidation.
Continuous casting rollers and hot extrusion dies require remanufacturing with iron-chromium-nickel thermal barrier coatings. Automated double column gantry welding systems (such as the DLM-LC501) are utilized for these large-scale components. Consistent gas flow across the entire width of the workpiece prevents local porosity and ensures uniform hardfacing hardness, extending component service life by up to 300%.

Shanghai Duomu R&D Center: Designing High-Stability Plasma Hardfacing Solutions
We boast an independent, professional R&D team that designs, produces, and sells advanced plasma cladding machine equipment and high-precision laser systems. Our core focus is resolving metallurgical issues that arise during large-scale industrial remanufacturing and wear-protection cladding.
The welding machines developed by our department feature stable performance controls and are engineered to maintain efficient long-term operations in heavy environments. We specialize in providing complete sets of industrial equipment solutions, including:
Discover our specialized systems designed for hydraulic cylinders, engine blades, industrial valves, and multi-functional powder deposition.







How global buyers evaluate equipment suppliers, and where the plasma welding gas industry is moving next.
As industry standards transition toward smart factories and Internet of Things (IoT) integrations, the plasma welding and cladding industry has adapted. Modern systems incorporate Mass Flow Controllers (MFCs) that automate gas delivery. These devices dynamically balance the ratios of Argon and Hydrogen based on real-time feedback from spectrometers monitoring arc emission lines. This closed-loop control minimizes process variation, resulting in highly consistent weld metal chemistry.
Furthermore, there is a distinct move toward specialized gas shield cover geometry designs. Instead of general-purpose round gas cups, modern manufacturers produce application-specific profiles (e.g., custom curved covers for drill collar hardfacing, longitudinal sliding covers for automatic straight seam platforms). This ensures the gas boundary layer remains laminate over the molten metal, preventing atmospheric contamination at high speeds.
For international buyers in Europe, the Americas, and Southeast Asia, purchasing plasma cladding and welding technology requires checking critical compliance metrics:
Feedback from global valve, screw conveyor, and petrochemical equipment manufacturers using our technologies.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, ..."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production d..."

"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you ..."

"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and..."
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, Extreme temperatures, Corrosive media, Abrasive wear, Sand erosion..."










Get answers to common engineering questions regarding gases para soldadura de plasma, PTA dilution, and shielding cover designs.
Argon is the primary gas used for pilot arc ionization (Plasma Gas) due to its low ionization potential. For shielding, mixtures of Argon-Hydrogen (typically 2% to 8% H2) or Argon-Helium are common. Hydrogen increases thermal conductivity, which improves penetration and speed, while Helium increases heat input for thicker materials.
The gas shield cover ensures that the cooling weld bead is protected from ambient air during the solidification stage. Without an optimized, laminar flow of shielding gas covering the heat-affected zone (HAZ), atmospheric nitrogen and oxygen can react with the hot alloy, causing micro-porosity and oxide scale.
Moisture (H2O) breaks down under the high temperature of the plasma arc, releasing oxygen and hydrogen. Oxygen oxidizes tungsten carbide (WC) particles, causing decarburization. Hydrogen dissolves into the steel matrix, which can lead to delayed hydrogen-induced cracking under heavy operational loads.
The stability of the plasma arc relies on a centered tungsten electrode. A precision tungsten calibrator ensures the tip angle is sharp and symmetrical. Any deviation causes asymmetric arc column constriction, resulting in gas turbulence and arc deflection.
Hydrogen creates a reducing atmosphere, which reacts with and removes surface oxides on the molten metal. This improves weld pool fluidity, reduces surface tension, and leads to a flat bead profile. The resulting overlay requires minimal machining to reach final tolerances.
Premium torches, calibrators, and custom automated welding platforms for complete manufacturing line optimization.











